
Балансировкой валов называют операцию, при которой распределение массы вращающегося узла приводят к состоянию, где ось инерции и ось вращения совпадают в пределах допуска. На практике балансируют не абстрактный вал, а ротор в заданной комплектации: с муфтой, шпонкой, насаженными деталями, рабочими колесами, шкивами или другими элементами, если именно в таком виде узел будет работать в машине.
- Дисбаланс вызывает центробежную силу, которая растет пропорционально квадрату угловой скорости.
- Короткие дисковые детали иногда достаточно уравновесить статически; протяженные валы обычно балансируют динамически.
- Метод выбирают по геометрии, частоте вращения, жесткости ротора, доступным плоскостям коррекции и допустимому остаточному дисбалансу.
Что называют балансировкой валов
Дисбаланс появляется, когда масса распределена несимметрично относительно оси вращения. Причинами бывают конструктивная асимметрия, неоднородность материала, погрешности обработки, коррозия, износ, деформация, неравномерное распределение массы в насаженных деталях, а также неверный учет шпонок, муфт и крепежа.
Главный практический признак дисбаланса: вибрация на частоте вращения ротора. Но вибрация не всегда вызвана дисбалансом: похожую картину дают несоосность, биение, ослабленное крепление, дефекты подшипников и работа рядом с резонансом. Поэтому балансировка вала начинается с проверки состояния узла и условий измерения.
Смещение центра масс
Схема помогает связать дисбаланс с радиусом расположения массы и осью вращения.
Виды дисбаланса
Для выбора метода различают несколько состояний. Статический дисбаланс связан со смещением центра масс. Моментный дисбаланс возникает, когда две неуравновешенные массы находятся в разных плоскостях и создают пару сил. Динамический дисбаланс сочетает оба эффекта и проявляется при вращении. Остаточным дисбалансом называют величину, которая остается после коррекции и считается допустимой, если не превышает установленный предел.
| Тип | Что означает | Как проявляется | Типичная коррекция |
|---|---|---|---|
| Статический | Центр масс смещен от оси вращения | Ротор на призмах поворачивается тяжелой стороной вниз | Одна плоскость коррекции |
| Моментный | Дисбалансы разнесены по длине и создают момент | В статике может быть равновесие, но при вращении растет вибрация опор | Две плоскости коррекции |
| Динамический | Сочетание статической и моментной составляющих | Амплитуда и фаза отличаются по опорам | Динамическая балансировка на станке или в собственных опорах |
| Остаточный | Неуравновешенность после выполненной коррекции | Сравнивается с допуском по классу качества | Дополнительная коррекция или приемка результата |
Когда применяют статическую, одноплоскостную и двухплоскостную балансировку
Статическая балансировка применима для коротких деталей дискового типа: шкивов, маховиков, небольших крыльчаток, отдельных колес. Она не требует разгона до рабочей скорости и выявляет смещение центра масс под действием силы тяжести. Ограничение метода в том, что он не оценивает поведение опор при вращении и не обнаруживает моментный дисбаланс, характерный для протяженных роторов.
Одноплоскостная динамическая балансировка тоже корректирует массу в одной плоскости, но измерение выполняется при вращении. Для нее нужны амплитуда вибрации и фазовый угол, поэтому результат ближе к рабочему режиму, чем статическая проверка. Такой метод применяют для роторов, у которых основная масса сосредоточена в узкой зоне.
Двухплоскостная балансировка нужна, когда длина и распределение массы заметно влияют на левую и правую опоры. Многоплоскостная применяется для сложных, гибких или высокоскоростных роторов, где форма прогиба на рабочих оборотах меняет распределение дисбаланса.
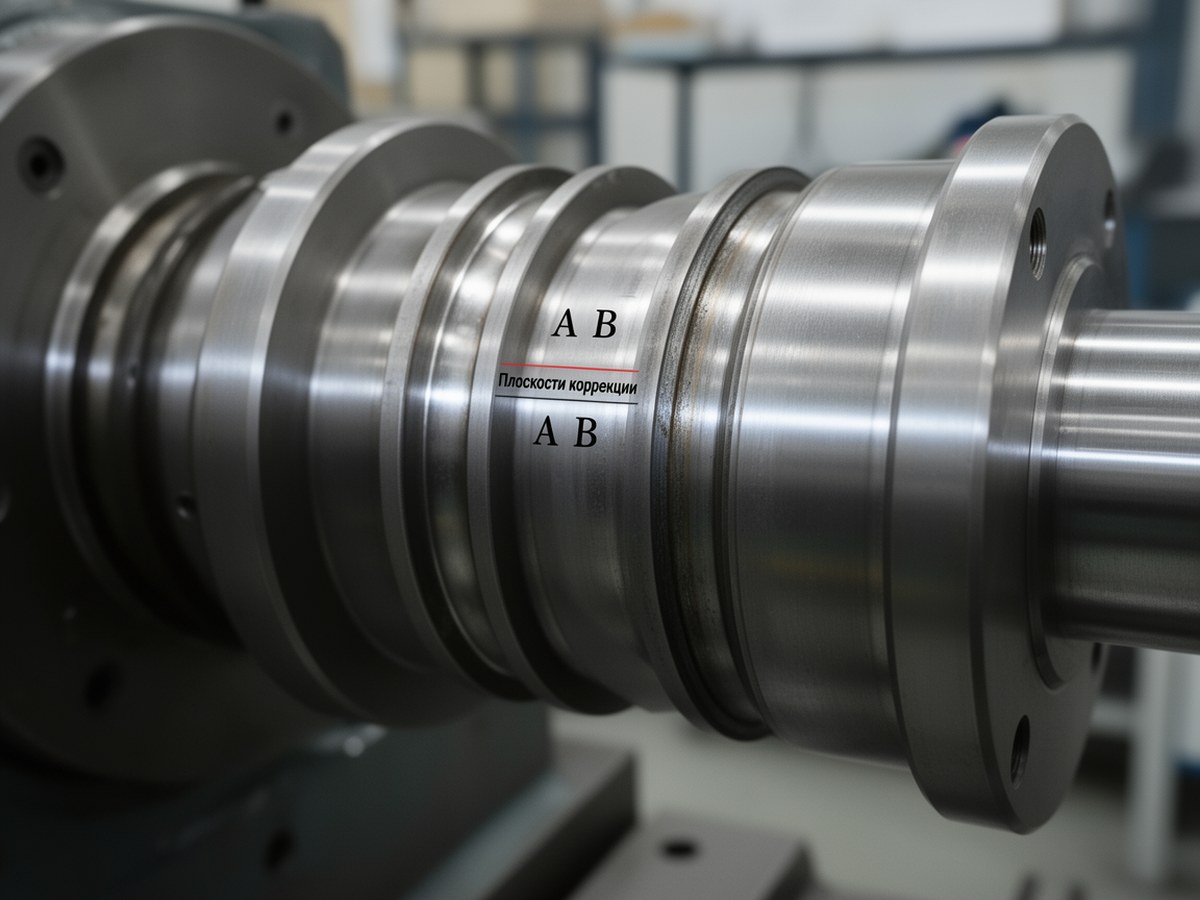
Одноплоскостная и двухплоскостная коррекция
| Признак | Одна плоскость | Две плоскости |
|---|---|---|
| Что корректируют | Преимущественно статическую составляющую | Статическую и моментную составляющие |
| Измерения | Одна расчетная плоскость, амплитуда и фаза | Реакция двух опор или двух измерительных точек |
| Типичные детали | Диски, шкивы, маховики, короткие крыльчатки | Валы средней длины, роторы насосов, вентиляторов, приводов |
| Основной риск | Не устранить пару дисбалансов по длине | Неверно распределить коррекцию между плоскостями |
Как выбрать метод балансировки
Один из ориентиров: отношение длины ротора к его характерному диаметру L/D. Для дисковых роторов с L/D примерно до 0,5 часто рассматривают статическую или одноплоскостную балансировку. В зоне около 0,5-2 решение зависит от скорости, массы, опор и требований по вибрации. При L/D больше 2 ротор обычно считают протяженным, и для него чаще требуется двухплоскостная динамическая балансировка. Эти диапазоны не заменяют документацию на машину, требования стандарта и фактическое вибросостояние.
Если вал имеет несколько насаженных деталей, муфты, шкивы или работает в составе привода, балансировку желательно выполнять в эксплуатационной комплектации. Для роторов, работающих около критических скоростей или выше них, нужна оценка жесткости и формы прогиба; простой расчет по двум торцам может быть недостаточен.
| Условие | Ориентир | Предпочтительный метод |
|---|---|---|
| Дисковый ротор | L/D до 0,5, умеренные обороты | Статическая или одноплоскостная |
| Промежуточный случай | L/D около 0,5-2 | Выбор по вибрации, доступу к плоскостям и документации |
| Протяженный вал | L/D больше 2 | Двухплоскостная динамическая |
| Гибкий высокоскоростной ротор | Работа около критических скоростей или выше них | Многоплоскостная с учетом рабочих режимов |
| Собранный агрегат без демонтажа | Исправные опоры, стабильная фаза, доступ к коррекции | Полевая балансировка с проверкой ограничений |
Оборудование и измерения
Для статической проверки применяют призмы, ножевые опоры, ролики или гравитационные стенды с малым трением. На станке вал балансируют иначе: ротор устанавливают в опоры, разгоняют до балансировочной скорости, измеряют вибрацию и фазу, затем рассчитывают величину и угол коррекции.
Для динамической балансировки используют балансировочные станки с опорами, приводом, датчиками вибрации и системой измерения фазы. В полевых условиях датчики устанавливают на корпусах подшипников, а фазу задают тахометром и меткой на валу. Без фазы можно увидеть уровень вибрации, но нельзя надежно определить, где добавлять или удалять массу.
Полевую балансировку нельзя считать полной заменой станка. Собственные опоры, фундамент, муфты, ременные передачи, люфты и резонанс могут исказить результат. Для ответственных роторов, высоких оборотов и неясной вибрационной картины требуется балансировочный станок, защитный кожух и допуск персонала к таким работам.
Порядок выполнения работ
В профессиональных условиях балансировка представляет собой контролируемую процедуру с проверкой состояния узла, измерением фазы, расчетом коррекции и контрольным запуском. Подбор груза без измерений допустим только как грубая оценка и не подходит для ответственных или высокоскоростных роторов.
- Очистить ротор от грязи, масла, окалины и случайных отложений.
- Проверить посадки, шпонки, резьбовые соединения, муфты, подшипники и отсутствие заметного биения.
- Установить ротор на станок или подготовить точки установки датчиков в собственных опорах.
- Выполнить пробный пуск на допустимой балансировочной скорости.
- Измерить амплитуду и фазу вибрации по выбранным плоскостям.
- При необходимости установить пробную массу и определить коэффициенты влияния.
- Рассчитать корректирующую массу или объем удаляемого материала.
- Внести коррекцию: удалить материал или добавить массу в заданной угловой позиции.
- Провести контрольный запуск и сравнить остаточный дисбаланс с допуском.
Расчет дисбаланса и корректирующей массы
Базовая величина дисбаланса равна произведению массы на радиус ее расположения. Чем больше радиус, тем меньшая масса нужна для той же коррекции. При росте оборотов опасность дисбаланса увеличивается быстрее, чем линейно, потому что центробежная сила зависит от квадрата угловой скорости.
U: дисбаланс, г·мм или кг·м; m: неуравновешенная масса; r: радиус от оси вращения до центра этой массы.
ω: угловая скорость, рад/с; n: частота вращения, об/мин.
F: центробежная сила, Н; m: масса, кг; r: радиус, м; ω: угловая скорость, рад/с.
mкор: оценка корректирующей массы, г; U: требуемая коррекция, г·мм; rкор: радиус установки груза или удаления материала, мм.
Для пересчета единиц удобно помнить: 1 г·мм = 10⁻⁶ кг·м. Удельный остаточный дисбаланс e можно выражать как эксцентриситет. Численно e в мкм равно U/M при U в г·мм и M в кг. Это удобная инженерная запись размерности: 1 г·мм/кг соответствует 1 мкм эксцентриситета. Окончательную коррекцию при динамической балансировке рассчитывают по измеренной фазе и реакции ротора на пробные массы.
Пробная масса и фазовый угол
В динамической балансировке приборный расчет не сводится только к формуле mкор = U / rкор. Пробная масса показывает, как конкретный ротор, опоры и измерительная база реагируют на добавленную массу. По изменению амплитуды и фазы определяют коэффициенты влияния, после чего рассчитывают рабочую коррекцию для одной или нескольких плоскостей.
Короткий пример расчета
Если требуемая коррекция составляет U = 240 г·мм, а груз можно установить на радиусе rкор = 80 мм, оценочная масса груза будет mкор = 240 / 80 = 3 г. Если тот же дисбаланс корректировать на радиусе 40 мм, масса увеличится до 6 г. Угол установки определяют не этой формулой, а по фазовому измерению.
Классы качества балансировки и остаточный дисбаланс
Классы качества балансировки обычно задают по серии ISO 21940; в документации также встречается прежнее обозначение ISO 1940/1. Класс G выражают в мм/с и связывают с допустимым удельным остаточным дисбалансом при заданной рабочей скорости. Конкретный класс назначают по документации на машину, назначению ротора и условиям работы, а не выбирают произвольно по общей таблице.
Uдоп: допустимый остаточный дисбаланс, г·мм; G: класс качества, мм/с; M: масса ротора, кг; n: максимальная рабочая частота вращения, об/мин. Формула дает допустимый остаточный дисбаланс для ротора в целом либо для конкретной плоскости, если допуск уже распределен между плоскостями коррекции. При двухплоскостной балансировке распределение допуска задают методикой, стандартом или документацией на ротор.
| Класс | Типичные механизмы | Комментарий |
|---|---|---|
| G0.4-G1 | Прецизионные шпиндели, гироскопические узлы | Высокие требования к станку, сборке и измерению |
| G2.5 | Турбомашины, компрессоры, точные электродвигатели | Часто требует динамической балансировки |
| G6.3 | Вентиляторы, насосы, обычные электродвигатели | Распространенный промышленный уровень |
| G16-G40 | Низкоскоростные и менее чувствительные узлы машин | Допуск зависит от назначения, массы, скорости и условий работы |
Способы коррекции массы
Коррекцию выполняют удалением или добавлением массы. Удаление обычно делают сверлением, фрезерованием, шлифованием или выборкой материала в разрешенной зоне. Добавление применяют в виде балансировочных грузов, винтовых корректоров, заклепок, планок, наплавки или других элементов, если конструкция допускает такую доработку и она надежна на рабочих оборотах.
| Способ | Плюсы | Ограничения |
|---|---|---|
| Сверление | Просто дозировать удаление металла | Нельзя ослаблять опасные сечения и зоны концентрации напряжений |
| Фрезерование или шлифование | Подходит для контролируемой выборки | Требует доступа и учета прочности детали |
| Установка грузов | Удобна для вентиляторов, шкивов, рабочих колес | Нужно надежное крепление от центробежной нагрузки |
| Винтовые корректоры | Позволяют тонко менять массу и положение | Требуют предусмотренных мест и фиксации резьбы |
| Наплавка или добавление материала | Помогает при невозможности снять металл | Может вносить напряжения и менять геометрию |
Что фиксировать в протоколе балансировки
В протоколе указывают массу ротора, комплектацию, балансировочную и рабочую скорость, выбранный класс качества, плоскости коррекции, точки измерения, начальные значения вибрации, внесенные корректировки и остаточный дисбаланс. При двухплоскостной балансировке отдельно фиксируют результат по каждой плоскости или по каждой измерительной точке, чтобы допуск не был ошибочно применен только к одной стороне ротора.
Почему вибрация остается после балансировки
Если после коррекции вибрация остается высокой, причина может быть не в остаточном дисбалансе. Часто на балансировку попадает загрязненный узел, ротор с дефектным подшипником, вал с биением или агрегат с нарушенной соосностью. В таких условиях корректирующая масса снижает один компонент вибрации, но не устраняет исходную механическую неисправность.
| Причина | Как влияет | Что проверить |
|---|---|---|
| Загрязнение или налипание | Меняет массу после очистки или пуска | Состояние поверхности и рабочих колес |
| Люфты в опорах | Дают нестабильную фазу | Подшипники, посадки, крепеж |
| Несоосность муфты | Создает вибрацию, похожую на дисбаланс | Центровку валов и состояние муфты |
| Резонансная зона | Резко усиливает амплитуду | Частоту вращения относительно собственных частот |
| Неверная фазовая метка | Уводит коррекцию в неправильный угол | Тахометр, метку, направление отсчета угла |
| Игнорирование шпонок и насадных деталей | Балансировка не соответствует рабочей сборке | Комплектацию ротора при измерении |
Сложные узлы, включая коленчатые валы и собранные приводы, балансируют в конфигурации, указанной в технической документации. Массовая коррекция не должна заменять ремонт трещины, дефекта формы, перекоса посадки или неисправной опоры.



