
Коротко главное
- При монтаже нужно контролировать радиальное и торцевое биение индикатором часового типа.
- Способ смазки выбирают по линейной скорости цепи: от ручного нанесения до циркуляционной подачи под давлением.
- Узел бракуют при предельном износе профиля зуба или сильной вытяжке цепи.
- При одностороннем износе несимметричную ступицу можно перевернуть для продления срока службы.
Надежность промышленного оборудования с цепным приводом зависит от точности зацепления и состояния контактных поверхностей. Эксплуатация и техническое обслуживание звездочек цепных передач регламентируются стандартами ГОСТ 591-69 и ISO 606. Документы устанавливают требования к профилю зуба, допускам биения и критериям предельного состояния. Регулярная диагностика предотвращает аварийный обрыв цепи и разрушение подшипниковых узлов.
Нормативная база и базовые параметры
Проектирование, изготовление и контроль звездочек опираются на стандартизированную терминологию и геометрические параметры. Основным документом для отечественного оборудования служит ГОСТ 591-69, импортные аналоги используют ISO 606.
Базовый линейный параметр, определяющий расстояние между центрами соседних шарниров. Шаг звездочки должен строго соответствовать шагу сопрягаемой цепи.
Расчетная окружность, проходящая через центры шарниров цепи при ее огибании вокруг звездочки. Служит базой для измерения радиального биения.
Рабочая поверхность, контактирующая с роликом или втулкой цепи. Геометрия профиля рассчитывается для плавного входа и выхода шарнира из зацепления.
Монтаж и ввод в эксплуатацию
Надежная работа цепной передачи закладывается при монтаже. Ошибки позиционирования вызывают боковой износ пластин цепи и быстрое разрушение зубьев.
При установке валы выставляются строго параллельно. Допустимое отклонение от параллельности осей не превышает 0,1 мм на каждые 100 мм длины. Осевое смещение звездочек контролируется лазерными центровщиками или поверочными линейками. Допуск на смещение составляет не более 0,2% от межцентрового расстояния.
Внимание. После установки новой передачи обязательна обкатка без нагрузки в течение 2-4 часов. В этот период происходит первичная приработка поверхностей и выравнивание натяжения.
Режимы смазывания
Масляная пленка в зоне контакта ролика и зуба снижает трение и отводит тепло. Выбор системы смазывания зависит от линейной скорости движения цепи.
| Скорость цепи (v), м/с | Рекомендуемый метод смазывания | Особенности применения |
|---|---|---|
| До 1,5 | Периодическая ручная | Нанесение масленкой или кистью. Применяется для тихоходных и слабонагруженных передач. |
| От 1,5 до 7,5 | Капельная | Подача 20-30 капель в минуту на внутреннюю поверхность ветви. |
| От 7,5 до 12,0 | В масляной ванне (погружением) | Звездочка погружается в масло на глубину не более высоты зуба во избежание вспенивания и перегрева. |
| Свыше 12,0 | Циркуляционная под давлением | Непрерывная подача масла насосом через форсунки с последующей фильтрацией и охлаждением. |
Диагностика и инструментальный контроль
Техническое обслуживание звездочек требует регулярных инструментальных замеров. Визуальный осмотр выявляет только макродефекты вроде сколов и трещин, скрытый износ определяется метрологическим оборудованием.
- Контроль профиля зуба. Выполняется радиусными шаблонами или штангенциркулем (ШЦ-I, ШЦ-II). Измеряется толщина зуба по делительной окружности.
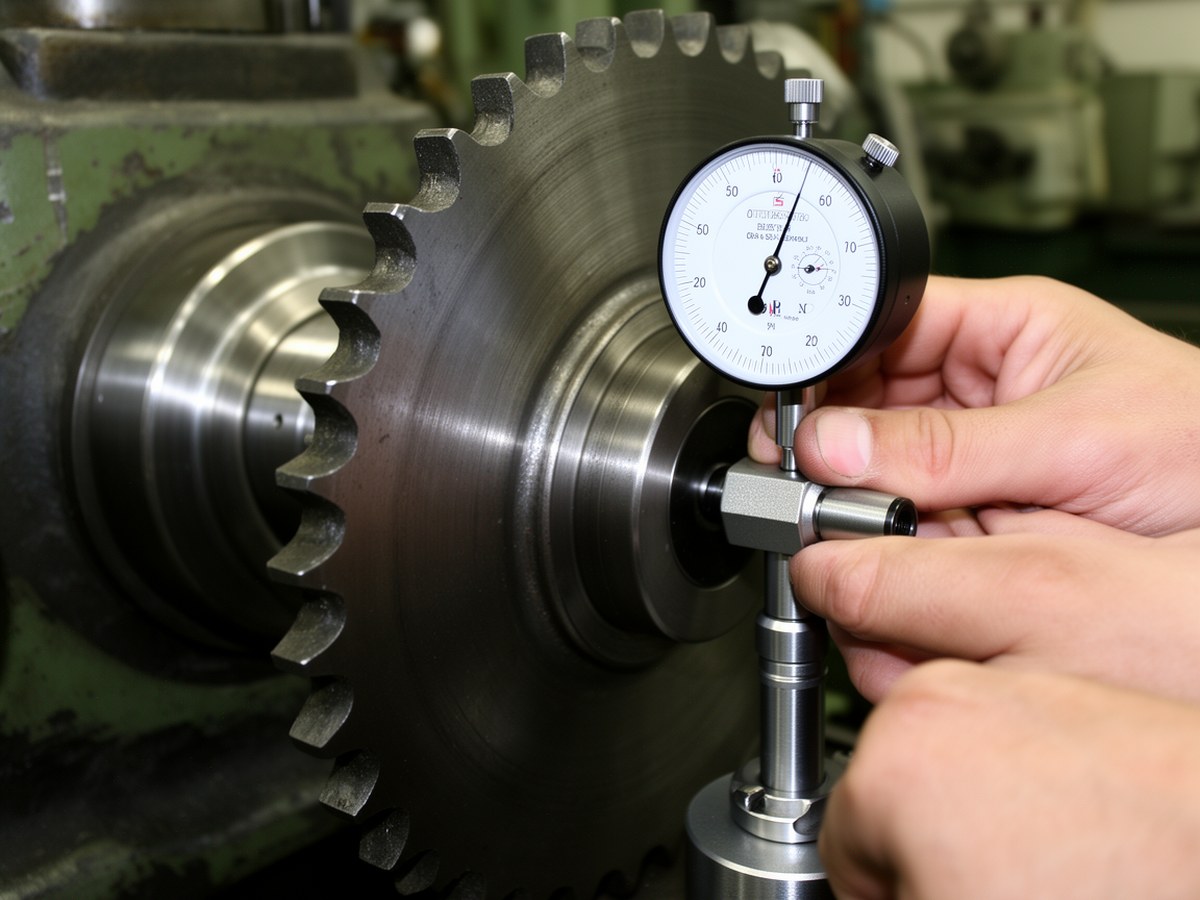
- Измерение радиального биения. Проводится индикатором часового типа (например, ИЧ-10) на магнитной стойке. Измерительный щуп устанавливается во впадины зубьев при медленном вращении вала. Допуск по ГОСТ 591-69 составляет от 0,2 до 0,5 мм в зависимости от диаметра.
- Измерение торцевого биения. Щуп индикатора упирается в боковую поверхность венца. Превышение допуска свыше 0,3-0,6 мм свидетельствует о деформации ступицы или износе посадочного отверстия.
Инструментальный контроль биения
Точные измерения позволяют выявить скрытые дефекты монтажа и износ посадочных мест.
Дефектовка и критерии выбраковки
Деталь заменяют при достижении предельного состояния. Основной критерий оценки износа включает состояние профиля зуба и увеличение шага сопряженной цепи. Удлинение цепи смещает точку контакта ролика ближе к вершине зуба, что ускоряет истирание звездочки.
Здесь ΔL обозначает относительное удлинение цепи, L_{изм} измеряет длину участка из 10-20 звеньев, L_{ном} указывает номинальную длину.
| Число зубьев звездочки (z) | Предельное увеличение шага втулочной цепи, % | Предельное увеличение шага роликовой цепи, % |
|---|---|---|
| 25 | 4,8 | 6,4 |
| 35 | 3,4 | 4,6 |
| 50 | 2,4 | 3,2 |
| 60 | 2,0 | 2,6 |
Звездочка отбраковывается при уменьшении толщины зуба по делительной окружности более чем на 10-15% от номинального значения, а также при обнаружении усталостных трещин в ступице или спицах.
Ремонт и восстановление
При достижении предельного износа деталь обычно меняют на новую. Для крупногабаритных или нестандартных звездочек применяются методы восстановления геометрии.
При одностороннем износе зубьев в нереверсивных передачах допускается переворот звездочки. Если ступица несимметричная, изношенную часть срезают на токарном станке, а с противоположной стороны приваривают или запрессовывают новую компенсирующую втулку. Также применяется наплавка изношенных зубьев твердосплавными электродами с последующей фрезеровкой профиля по ГОСТ. Это восстанавливает до 80-90% первоначального ресурса.



