
Гибридный вал с композитными вставками это составной вал, в котором металлические и композитные элементы совместно передают крутящий момент и воспринимают изгиб. Металл оставляют там, где нужны точные посадки, фланцы, шлицы, резьбы и высокая контактная прочность. Композит применяют там, где важны масса, жесткость на кручение, демпфирование или стойкость к среде.
- Гибридный вал отличается от цельнометаллического наличием разнородных материалов и переходных зон.
- От цельнокомпозитного вала он отличается сохранением металлических участков в местах присоединения и локальной концентрации нагрузок.
- Главный инженерный риск обычно связан не с композитом как материалом, а с передачей нагрузки через соединение металла и композита.
Что такое гибридный вал с композитными вставками
В гибридном валу металлическая часть и композитная вставка работают как единая конструкция. Металлическим может быть сердечник, концевая втулка, ступица, фланец или наружная обойма. Композитной частью может быть оболочка, труба, сегмент, стержень или армированный слой в зоне фланца.
Композитная вставка не улучшает все характеристики одновременно. Углепластик подходит для высокой удельной жесткости и быстроходных валов, стеклопластик полезен при требованиях к коррозионной стойкости и электроизоляции, арамидный композит применяют для ударной вязкости и демпфирования. Итоговые свойства зависят от ориентации волокон, матрицы, режима отверждения, качества укладки и надежности переходной зоны.
Когда применяют гибридную конструкцию
Гибридную схему рассматривают, когда обычный металлический вал становится слишком тяжелым, не проходит по критической скорости вращения, создает избыточные вибрации или требует защиты от коррозии. Такие решения встречаются в приводных линиях, робототехнике, судостроении, транспортных трансмиссиях, испытательных стендах и промышленном оборудовании с длинными вращающимися элементами.
| Критерий | Металлический вал | Гибридный вал | Цельнокомпозитный вал |
|---|---|---|---|
| Масса | Выше при той же длине и габаритах. | Может быть снижена без отказа от металлических посадок. | Минимальна при удачной схеме, но сложнее с присоединениями. |
| Жесткость | Предсказуемая, почти изотропная. | Настраивается сочетанием металла и армирования. | Сильно зависит от укладки и направления волокон. |
| Демпфирование | Обычно ниже. | Может быть повышено за счет композитной части. | Зависит от матрицы, структуры слоя и соединений. |
| Ремонтопригодность | Высокая. | Средняя или низкая, требуется контроль переходных зон. | Обычно низкая для ответственных узлов. |
| Технологичность | Хорошо освоена. | Требует стабильной склейки, формования и балансировки. | Требует специализированного производства и контроля дефектов. |
Основные конструктивные схемы
Схему выбирают после анализа крутящего момента, изгиба, частоты вращения, опорной схемы и требований к присоединительным поверхностям. Недостаточно просто разместить композит: нужно задать понятный путь передачи нагрузки между материалами.
| Схема | Как устроена | Где полезна | Ограничения |
|---|---|---|---|
| Металлический сердечник с композитной оболочкой | На сердечник наматывают или формуют коаксиальную оболочку. | Настройка жесткости на кручение, демпфирование, защита поверхности. | Адгезия, термические напряжения, ограниченная толщина оболочки. |
| Композитная труба с металлическими концами | Основная длина выполнена из композита, концы изготовлены из металла. | Длинные легкие валы, где важна критическая скорость вращения. | Сложная зона перехода, высокая требовательность к балансировке. |
| Сегментные композитные вставки | Композит размещают локально в пазах, окнах или отдельных секциях. | Локальное снижение массы или изменение демпфирования. | Концентрация напряжений на границах сегментов. |
| Гибридные секции | По длине чередуются металлические и композитные участки. | Валы с разными требованиями по участкам. | Нужна проверка каждого перехода и соединителя. |
| Интегрированные фланцы | Фланцевая зона формируется как композитно-металлический многослойный узел. | Судовые, транспортные и специальные валы. | Высокая технологическая сложность и обязательный контроль пропитки. |
Материалы металлической и композитной частей
Металл выбирают по контактной прочности, усталостной стойкости, технологичности посадок и совместимости с композитом. Для сердечников и концов применяют конструкционные и легированные стали. Для облегченных узлов используют алюминиевые сплавы, но при контакте с углепластиком учитывают риск гальванической коррозии из-за электропроводящих углеродных волокон. В таких случаях предусматривают изоляционный слой, покрытие или иной барьер между материалами.
Для композитной вставки важны не только паспортные свойства материала, но и свойства слоя в рабочей ориентации. При передаче кручения часто используют армирование около ±45°, при работе на изгиб и осевую жесткость увеличивают долю продольных волокон. Матрица должна выдерживать рабочую температуру, влажность, химическую среду и циклическую нагрузку.
| Материал | Сильная сторона | На что обратить внимание |
|---|---|---|
| Сталь | Прочность, надежные посадки, ремонтопригодность. | Масса, коррозия, защита поверхности. |
| Алюминиевый сплав | Низкая плотность, удобная обработка. | Меньший модуль, усталость, гальваническая совместимость. |
| Углепластик | Высокая удельная жесткость, пригодность для быстроходных валов. | Анизотропия, ударные повреждения, качество укладки. |
| Стеклопластик | Коррозионная стойкость, электроизоляция. | Меньшая жесткость по сравнению с углепластиком. |
| Арамидный композит | Ударная вязкость, демпфирование. | Сложность обработки кромок, возможное влагопоглощение. |
| Гибридный композит | Компромисс между жесткостью, ударной стойкостью и стоимостью. | Нужно проверять совместную работу слоев, а не только средние свойства. |
Соединение металла и композита
Зона перехода передает крутящий момент и изгибающие нагрузки между материалами с разными модулями, коэффициентами теплового расширения и механизмами разрушения. Поэтому соединение металла и композита проектируют как отдельный узел, а не как второстепенную технологическую операцию.
Для клеевого соединения поверхность металла очищают, обезжиривают, создают контролируемую шероховатость, при необходимости применяют химическую активацию или грунт. Для адгезива оценивают прочность, температуру стеклования, вязкость разрушения, усталостную стойкость и допустимый диапазон толщины. Слишком тонкий слой может плохо компенсировать деформации, слишком толстый снижает жесткость и повторяемость соединения.
Механическая фиксация уменьшает зависимость от одной адгезии. Используют накатку, канавки, шлицевой профиль, перфорации, бурты, втулки и комбинированные замковые формы. Резкие уступы создают концентраторы напряжений, поэтому переходы скругляют и проверяют расчетом.
Прочность небольшого образца склейки нельзя напрямую переносить на вал. В реальном узле есть градиент толщины слоя, остаточные напряжения после отверждения, биение, изгиб и температурные циклы.
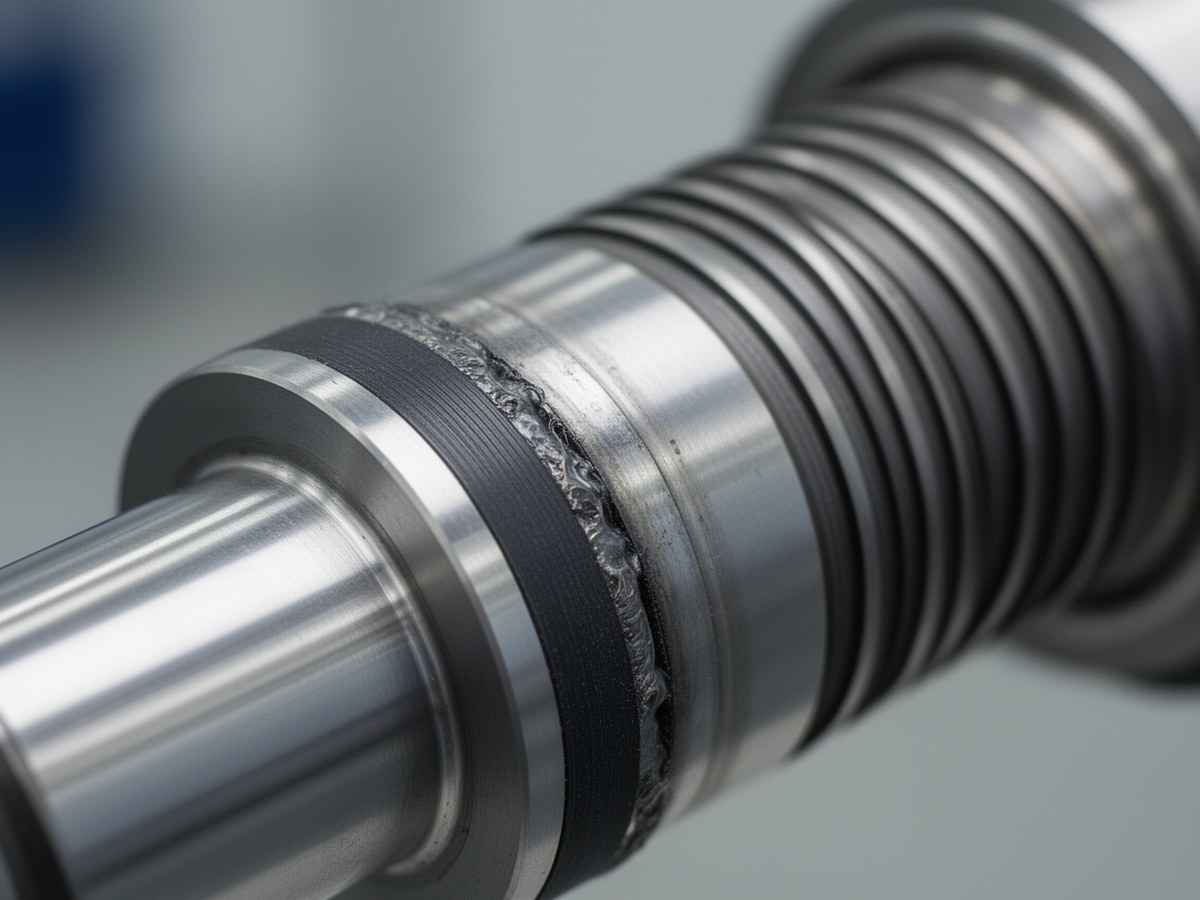
Зона перехода металла и композита
Иллюстрацию лучше разместить рядом с описанием подготовки поверхности, адгезива и механической фиксации.
Расчетные проверки при проектировании
Аналитические зависимости используют для предварительного выбора диаметра, толщины оболочки и ориентации армирования. Они предполагают простую геометрию, линейно-упругую работу и надежное сцепление слоев. Затем конструкцию уточняют через МКЭ-расчет гибридного вала, роторно-динамическую модель и испытания.
Полярный момент инерции круглого сечения:
J = πD4 / 32Для полого сечения: J = π(D4 - d4) / 32, где D обозначает наружный диаметр, d обозначает внутренний диаметр. Размерность J: м4.
Эквивалентная жесткость на кручение:
(GJ)экв = Σ GiJiФормула применима для коаксиальных слоев без проскальзывания, имеющих общий угол закручивания. Для композита Gi принимают как эффективный модуль сдвига в выбранной ориентации армирования.
Угол закручивания:
φ = TL / (GJ)эквЗдесь T обозначает крутящий момент, L обозначает расчетную длину, φ обозначает угол закручивания в радианах. Вал проверяют по прочности и по допустимой податливости привода.
Касательные напряжения в однородном круглом валу:
τ = Tr / JДля гибридного коаксиального сечения распределение уточняют по слоям. При общей деформации сдвига напряжение зависит от модуля G и радиуса r, поэтому простая формула пригодна только как ориентир для однородного материала.
Приближенная первая критическая скорость вращения:
ωкр ≈ (π2 / L2) √((EI)экв / (ρA)экв)Это оценка для идеализированного равномерного вала или балки на простых опорах. Она не является универсальной формулой для ротора с реальными подшипниками, муфтами, дисками, сосредоточенными массами, дисбалансом и демпфированием. В литературе тот же параметр могут называть первой критической частотой вращения. Перевод в об/мин: nкр = 60ωкр / 2π.
Правило смесей для однонаправленного слоя:
E1 ≈ EfVf + EmVmДля поперечного направления применяют приближение 1/E2 ≈ Vf/Ef + Vm/Em. Индексы f и m относятся к волокну и матрице, V обозначает объемную долю.
Помимо кручения оценивают изгиб, усталость, контактные напряжения в посадках, температурные напряжения и устойчивость соединения. Для ответственных валов проектирование только по упрощенным формулам недопустимо.
Производство и контроль качества
Технология должна обеспечить расчетные свойства композита и повторяемую геометрию. Для коаксиальных оболочек применяют намотку препрега или мокрую намотку с последующим отверждением. Для сложных фланцев и локальных вставок используют RTM и вакуумную инфузию. Для длинномерных элементов постоянного сечения возможна пултрузия. Для трубчатых заготовок с управляемым углом волокон применяют плетение.
В технологической документации фиксируют карту укладки, партию материалов, режим отверждения, параметры подготовки поверхности, контрольные образцы, результаты неразрушающего контроля и протокол балансировки. Эти данные нужны для повторяемости производства и анализа возможных отказов.
| Этап | Что контролируют | Методы |
|---|---|---|
| Подготовка металла | Чистота, шероховатость, геометрия профиля, отсутствие коррозии. | Визуальный контроль, измерение шероховатости, геометрический контроль. |
| Формование композита | Ориентация волокон, натяжение, пропитка, отсутствие складок. | Технологические карты, контроль массы слоев, контроль режима отверждения. |
| Зона перехода | Сплошность адгезивного слоя, отсутствие пустот и расслоений. | УЗК, термография, контрольные образцы-свидетели. |
| Готовый вал | Биение, дисбаланс, жесткость, внешний вид, повреждения кромок. | Измерение на центрах, динамическая балансировка вала, испытание на кручение. |
Типовые дефекты и отказы
Отказы гибридных валов часто развиваются постепенно. Сначала появляется локальное расслоение композита, микротрещины матрицы или потеря адгезии. Затем меняется жесткость, растет вибрация и нагружается соседняя зона. Поэтому контроль связывают с механизмом отказа, а не ограничивают внешним осмотром.
| Дефект или отказ | Вероятная причина | Как снижать риск |
|---|---|---|
| Расслоение композита | Удар, пустоты, нарушение режима отверждения, межслойные напряжения. | Контроль пропитки, корректная укладка, УЗК, защита от ударов. |
| Потеря адгезии с металлом | Недостаточная подготовка поверхности, загрязнение, старение адгезива. | Регламент подготовки, грунт, испытания образцов, контроль толщины клеевого слоя. |
| Усталостные трещины у перехода | Концентрация напряжений, резкий перепад жесткости, биение. | Плавные переходы, скругления, МКЭ, контроль соосности и балансировки. |
| Температурные деформации | Разные коэффициенты теплового расширения металла и композита. | Подбор матрицы и адгезива, расчет температурного диапазона, испытания циклами. |
| Нарушение балансировки | Неравномерная толщина, ремонтное вмешательство, локальное повреждение. | Балансировка после изготовления и ремонта, контроль массы слоев. |
| Скрытое ударное повреждение | Локальный удар без заметного внешнего следа. | Осмотр после перегрузок, термография, УЗК, ограничение эксплуатации до проверки. |
Ограничения применения
Гибридный вал не является универсальной заменой стального. Температура ограничивается матрицей и адгезивом: при приближении к температуре стеклования полимерная система теряет жесткость и ресурс. Влажность может влиять на матрицу, арамидные волокна и клеевые слои. Ударные нагрузки опасны тем, что внутренние повреждения композита не всегда видны снаружи.
Ремонтопригодность обычно ниже, чем у простого металлического вала. Поврежденную композитную зону нельзя надежно оценить только шлифовкой или визуальным осмотром; часто требуется неразрушающий контроль и повторная динамическая балансировка вала. В серийном производстве критична технологическая повторяемость: разброс толщины, угла армирования и качества адгезии напрямую влияет на жесткость и критическую скорость вращения.
Если конструкция работает при сильных ударах, высоких температурах, абразивном воздействии или частых полевых ремонтах, цельнометаллический вал может быть надежнее и дешевле по жизненному циклу, даже если он тяжелее.
Краткий порядок проектирования
- Задать требования: крутящий момент T, частоту вращения, длину между опорами, изгибающие нагрузки, ресурс, среду и допустимую массу.
- Выбрать схему: сердечник с оболочкой, композитная труба с металлическими концами, сегментные вставки или гибридные секции.
- Назначить материалы металла, волокон, матрицы и адгезива с учетом температуры, влажности и коррозионной совместимости.
- Выполнить предварительный расчет по кручению, углу закручивания, изгибу и критической скорости вращения.
- Проверить зону перехода: напряжения сдвига, концентрации, усталость, температурные деформации и толщину клеевого слоя.
- Построить МКЭ-модель с реальными слоями, контактами, опорами, фланцами и технологическими допусками.
- Выполнить динамический расчет ротора с учетом опор, муфт, дисбаланса и рабочих частот.
- Определить технологию изготовления, карту укладки, режим отверждения и контрольные операции.
- Изготовить образцы или опытный вал, проверить жесткость, прочность соединения, балансировку и динамику.
- Зафиксировать критерии приемки: геометрию, допустимые дефекты, дисбаланс, результаты испытаний и отклонения от технологии.
Практический смысл гибридного подхода состоит не в замене металла композитом ради самого материала. Функции распределяют между частями: металл работает в зонах контакта и присоединения, а композит используют там, где важны удельная жесткость, демпфирование, масса и стойкость к среде.



