
Конструктивные особенности валов в машиностроении определяются сразу несколькими факторами: передаваемым моментом, изгибающими нагрузками, требуемой жесткостью, точностью посадок и режимом вращения. В практике проектирования важно не только обеспечить прочность, но и удержать биение, вибрацию, износ посадочных мест и усталостный ресурс.
- Вал, в отличие от оси, передает крутящий момент и воспринимает совместно кручение и изгиб.
- Тип профиля и набор конструктивных элементов выбирают по нагрузке, сборке и технологии изготовления.
- Расчетный минимум включает кручение, изгиб, прогиб, усталость и первую критическую частоту.
- Для скоростных валов критичны соосность, радиальное биение и балансировка роторов/валов.
Назначение вала и отличие от оси
Вал — деталь, которая передает крутящий момент и обычно вращается вместе с установленными элементами передачи (шестернями, шкивами, звездочками, муфтами). Ось служит опорой, но крутящий момент вдоль своей оси не передает.
Отсюда следует принципиальная разница по расчетной схеме: для оси определяющим чаще является изгиб, для вала — сочетание изгиба и кручения, а в ряде случаев еще и осевые силы, динамика и усталость.
Ориентировочные формулы и диапазоны из статьи применимы для предварительных оценок. Для выпуска документации обязательны требования КД, профильных ГОСТ и внутренних стандартов предприятия.
Классификация валов по назначению и конструкции
По назначению
- Приводные — передача момента от двигателя к механизму.
- Трансмиссионные — распределение мощности между несколькими ветвями.
- Шпиндельные — повышенные требования к точности вращения и жесткости.
- Прецизионные — минимальные отклонения формы, размера и шероховатости.
По конструктивному исполнению
- Гладкие.
- Ступенчатые.
- Полые.
- Коленчатые.
- Интегральные: вал-шестерня, вал-червяк (по применимости).
Конструктивные элементы и типовые участки
Работоспособность вала формируется не только диаметром, но и локальными элементами геометрии:
- Шейки (цапфы) — опорные поверхности под подшипники.
- Посадочные места — участки под ступицы деталей, включая посадку с зазором, переходную или с натягом.
- Бурты — осевая фиксация деталей.
- Канавки — технологические и разгрузочные (в зоне переходов).
- Шпоночные пазы и шлицы — передача момента между валом и ступицей.
- Резьбовые участки — крепеж и регулировка преднатяга.
- Переходные радиусы — снижение концентрации напряжений между ступенями.
Профили валов и области применения
| Профиль | Особенности | Плюсы | Ограничения | Типичное применение |
|---|---|---|---|---|
| Гладкий | Постоянный диаметр | Простота изготовления, хорошая балансировка | Меньше гибкости по компоновке | Легконагруженные и среднескоростные узлы |
| Ступенчатый | Несколько диаметров | Удобство размещения опор и деталей, локальная оптимизация прочности | Риски концентраторов на переходах | Редукторы, приводы, станочные узлы |
| Полый | Внутренний канал | Меньшая масса и момент инерции | Технологическая сложность, чувствительность к дефектам стенки | Высокоскоростные и динамически нагруженные системы |
| Коленчатый | Смещенные шейки | Преобразование движения и распределение нагрузок | Сложный расчет и обработка | ДВС, компрессоры, насосы |
| Вал-шестерня / вал-червяк | Интеграция с передачей | Компактность и соосность | Дороже в изготовлении и ремонте | Компактные редукторные ступени |
| Гибкий вал | Передача момента при изменяемой геометрии трассы | Компоновочная свобода | Ограничения по моменту, ресурсу и точности | Специальные приводы и инструмент |
Материалы, термообработка и свойства
Материал выбирают по сочетанию прочности, вязкости, износостойкости, обрабатываемости и условий среды. Ниже ориентировочные диапазоны.
| Материал | Термообработка | Ориентировочная твердость | Типичное применение |
|---|---|---|---|
| Сталь 45 | Улучшение (закалка + отпуск) | 28–38 HRC | Общемашиностроительные валы средней нагрузки |
| 40Х | Закалка и отпуск | 40–50 HRC | Ступенчатые приводные валы |
| 20Х, 18ХГТ | Цементация + закалка + отпуск | 58–62 HRC (слой), сердцевина ниже | Посадочные и износонагруженные поверхности |
| ШХ15 | Объемная закалка и низкий отпуск | 60–64 HRC | Прецизионные шейки, высокая контактная выносливость |
| 40Х13 | Закалка и отпуск | 48–56 HRC | Узлы с коррозионными требованиями |
Конкретные марки и режимы термообработки назначают по КД, требуемому ресурсу и условиям эксплуатации (температура, среда, цикличность нагружения).
Расчетные проверки
Для предварительного проектирования используют упрощенные зависимости для круглых сечений и линейно-упругой работы материала.
Полярный момент инерции сплошного круглого сечения:J = πd⁴/32
Касательные напряжения при кручении:τ = T·r/J, для сплошного вала на поверхности: τmax = 16T/(πd³)
Угловая деформация при кручении:φ = TL/(GJ)
Типовая схема изгиба 1: шарнирно-опертая балка, сосредоточенная сила F в середине пролета L.
Максимальный прогиб:fmax = FL³/(48EI)
Максимальный изгибающий момент:Mmax = FL/4
Первая критическая частота вращения для однородного вала по схеме шарнирно-опертой балки:ω₁ = (π²/L²)·√(EI/(ρA)), рад/с.
Перевод в об/мин:n₁ = 60·ω₁/(2π).
Оценка запаса усталостной прочности:n = σ₋1/σa,экв (с учетом концентрации, размера, шероховатости и режима нагружения).
Формулы выше привязаны к явным граничным условиям. Для ступенчатых и полых валов, распределенных масс, дисков, податливых опор и сложных нагрузок требуется уточненный расчет (в том числе модальный/гармонический).
Посадки, соединения и концентраторы напряжений
Тип соединения выбирают по требуемому моменту, точности центрирования, ремонтопригодности и технологичности:
- Посадка с натягом — высокая соосность и отсутствие люфта, но сложнее монтаж/демонтаж.
- Шпоночное соединение — технологично и ремонтопригодно, но паз снижает усталостную прочность.
- Шлицевое соединение — лучшее распределение нагрузки и центрирование при больших моментах.
Справочно по полям допусков посадок валов и отверстий: для легкоразборных узлов чаще применяют зазорные поля, для точного центрирования без гарантированного натяга — переходные, для передачи момента трением и минимального микроперемещения — натяг. Конкретный выбор задается расчетом и КД.
Основные концентраторы напряжений: резкие переходы диаметров, корни пазов, резьбы, дефекты поверхности. Базовые меры снижения риска:
- увеличение переходных радиусов в допустимых габаритах;
- разгрузочные канавки корректного профиля;
- улучшение микрогеометрии (снижение Ra, удаление рисок поперек напряжений);
- поверхностное упрочнение, если оно допустимо по ТЗ.
Изготовление и финишная обработка
| Этап | Содержание | Типовой припуск (ориентировочно) | Критичный контроль |
|---|---|---|---|
| Заготовка | Прокат/поковка, правка | По техпроцессу | Внутренние дефекты, прямолинейность |
| Черновая мехобработка | Точение баз, диаметров | 0,5–1,0 мм на сторону | Базирование и соосность |
| Термообработка | Улучшение/закалка/цементация | Деформации зависят от режима | Твердость, структура |
| Предчистовая | Шлифование до промежуточных размеров | 0,05–0,20 мм | Биение, размер |
| Финишная | Тонкое шлифование, суперфиниш | 0,01–0,05 мм | Ra, Rz, геометрия формы |
Точные припуски назначаются технологом с учетом длины вала, схемы закрепления, термообработки и требуемых полей допусков.
Контроль: геометрия, микрогеометрия, НК, балансировка
| Параметр/метод | Что контролируют | Ориентировочная выявляемость (не универсальная норма) | Когда применяют |
|---|---|---|---|
| Микрометрия, КИМ, индикаторы | Диаметры, соосность, радиальное/торцевое биение | По классу средства измерения и методике | Межоперационно и приемка |
| Профилометрия | Ra, Rz, волнистость | До долей мкм по прибору | Финишные поверхности |
| УЗК | Внутренние дефекты | Определяется частотой, СОП, структурой материала и схемой прозвучивания; ориентировочно возможно выявление дефектов порядка 0,1 мм и более | Ответственные заготовки и после термообработки |
| Вихретоковый контроль | Поверхностные/подповерхностные дефекты | Зависит от материала, частоты, датчика и калибровки; ориентировочно от десятков микрометров | Финишные токопроводящие поверхности |
| Магнитопорошковый контроль | Трещины у поверхности (ферромагнитные стали) | Зависит от намагничивания, контраста, подготовки поверхности и эталонов; ориентировочно от десятков микрометров | После шлифования и перед сдачей |
| Балансировка | Остаточный дисбаланс и вибрация узла | По классу балансировки, массе ротора и рабочим об/мин | Скоростные и прецизионные валы |
Для высокоскоростных валов требования задают как связку «допуски биения вала + класс балансировки + предельная вибрация узла» на рабочих оборотах. Проверяют как на стенде, так и в сборе с сопряженными деталями.
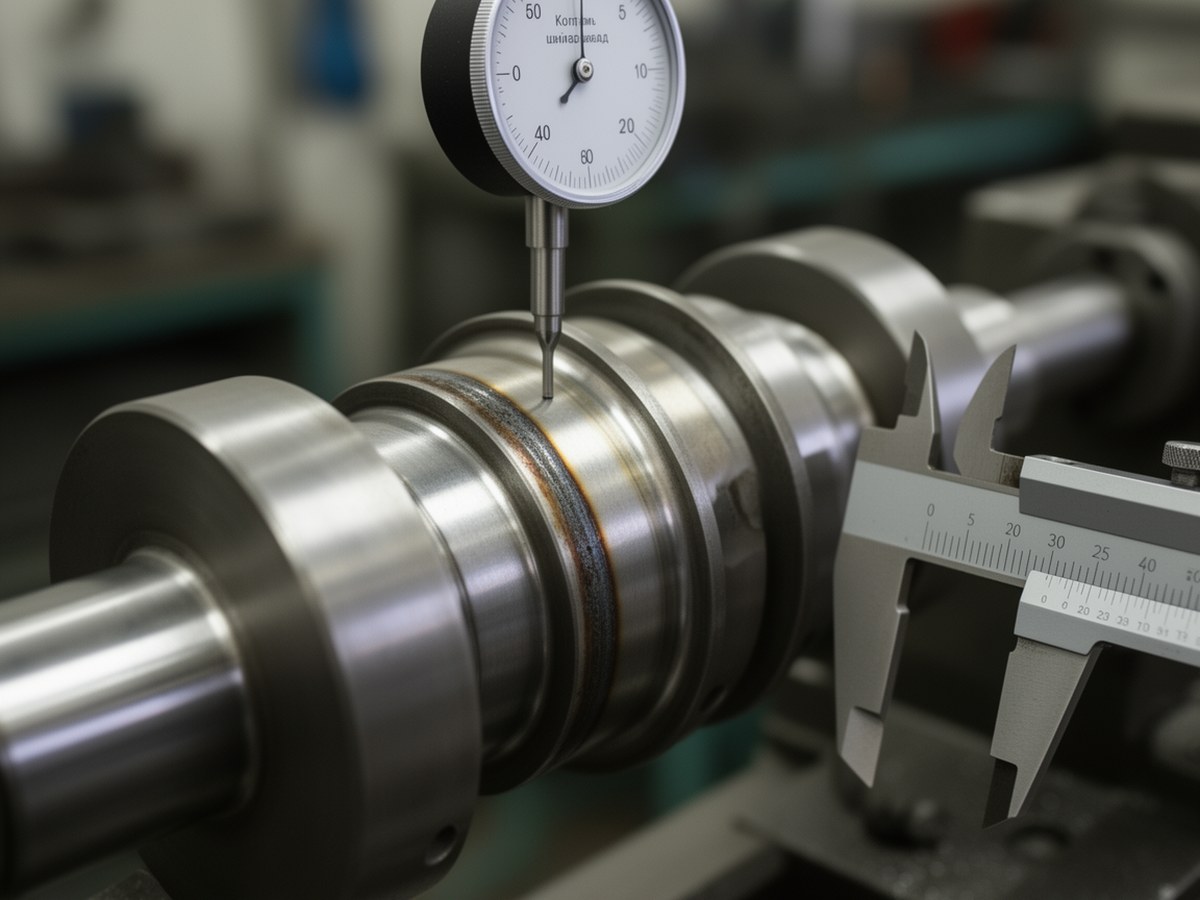
Измерительный контроль валов
Фото уместно рядом с разделом о биении, соосности и микрогеометрии.
Минимальные приемочные критерии (пример структуры)
| Группа | Что обычно бракуется | Что может быть допустимо |
|---|---|---|
| Геометрия | Выход размеров/биения/соосности за допуски КД | Отклонения в пределах установленных полей допусков |
| Шероховатость | Ra/Rz выше значений на рабочих шейках и посадках | Нефункциональные поверхности с менее жесткими требованиями, если это разрешено КД |
| НК | Трещины, несплошности и индикации, превышающие критерии приемки | Индикации, классифицированные как допустимые по методике контроля |
| Балансировка | Остаточный дисбаланс выше заданного класса/уровня вибрации | Значения в пределах установленного класса и протокола испытаний |
Фактические критерии приемки задаются в КД, технологических инструкциях и внутренних стандартах предприятия; справочные диапазоны не заменяют эти документы.
Ограничения и применение справочных значений
Диапазоны по твердости, шероховатости, припускам и чувствительности НК в этой статье даны как ориентировочные инженерные справки. Обязательными являются только значения, прямо заданные в рабочей конструкторской документации, стандартах и утвержденном техпроцессе предприятия.
Если есть конфликт между справочными данными и КД, приоритет всегда у КД и действующих нормативов.



