
Контроль плоскостности монтажных поверхностей ОПУ (опорно-поворотных устройств) влияет на распределение нагрузки, момент вращения, вибрации и ресурс узла. Ниже приведена практическая процедура для цеха и монтажа в полевых условиях.
Коротко главное
- Работайте по одной схеме: одинаковая сетка точек, единое базирование, одинаковые условия и один алгоритм обработки.
- Отклонение плоскостности рассчитывают по формуле Δf = max(d_i) − min(d_i) относительно выбранной базовой плоскости.
- В рамках одного приемочного решения для одной пары поверхностей методы LSQ и minimax не комбинируют.
- Для пары поверхностей заранее фиксируют допущение для расчета ΔΣ и правило, заданное ТУ или КД.
- Приемку проводят с учетом расширенной неопределенности: U = k·u_c, для пары применяют UΣ.
Как проверить плоскость: процедура за 10 шагов
- Очистить поверхность, убрать заусенцы и локальные выступы.
- Стабилизировать температуру детали и прибора, зафиксировать условия.
- Выбрать метод измерения под диаметр, допуск и доступ.
- Задать сетку точек (кольцевые пояса + угловой шаг + контрольные точки).
- Проверить калибровку и устойчивость установки прибора.
- Снять данные по фиксированному маршруту.
- Выбрать базовую плоскость: LSQ или minimax.
- Рассчитать Δf для каждой поверхности.
- Рассчитать суммарный показатель пары по правилу ТУ/КД.
- Принять решение с учетом U (или UΣ), оформить протокол.
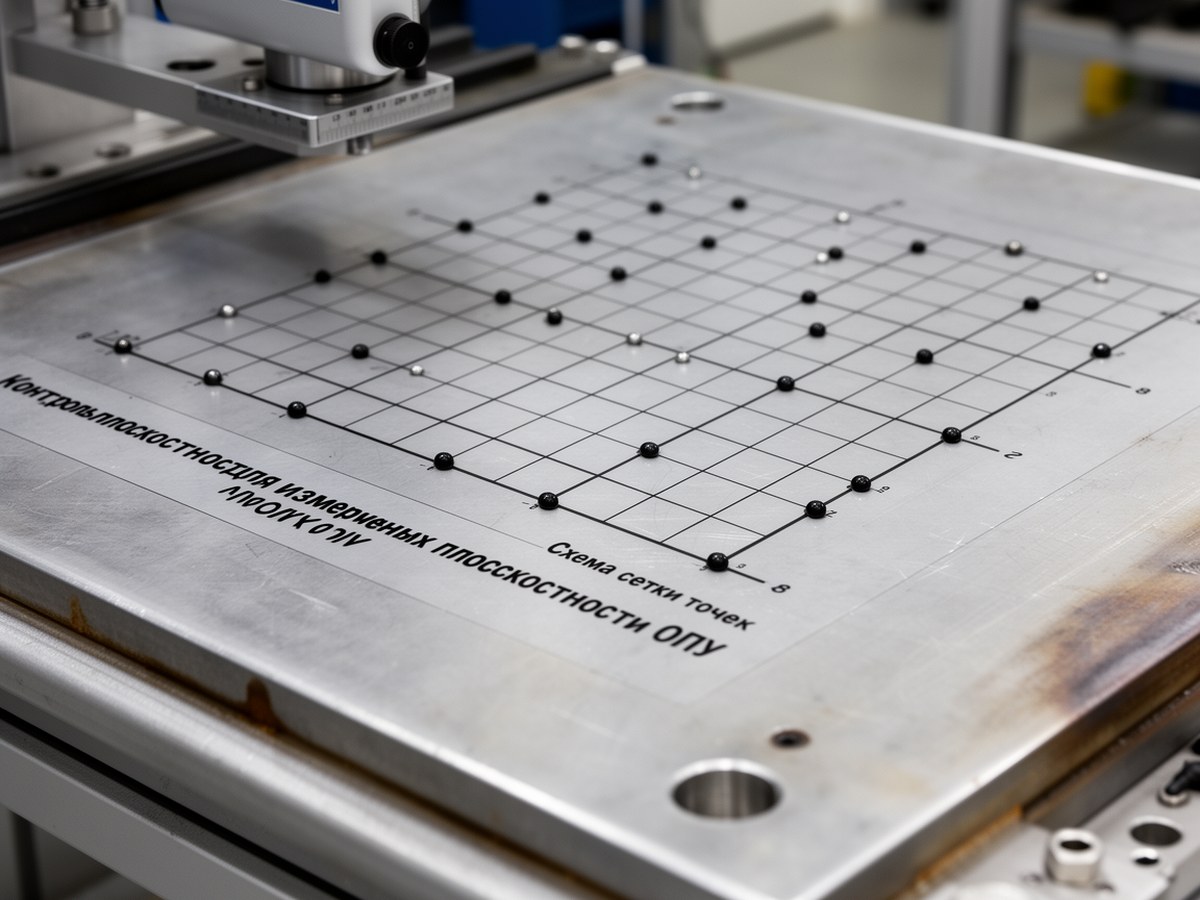
Сетка измерительных точек
Покажите, как фиксируется схема точек до начала съемки.
Термины и обозначения
Плоскостность - характеристика формы. Отклонение плоскостности - величина max-min отклонений точек от выбранной базовой плоскости. Контроль неплоскостности - этап приемки, на котором рассчитанное отклонение сравнивают с допуском и неопределенностью.
Методы измерения и мини-дерево выбора
| Условия | Предпочтительный метод | Комментарий |
|---|---|---|
| До 800 мм, умеренный допуск, выезд | Нивелир (щупы как скрининг) | Щупы не используют как единственный приемочный метод при жестких допусках |
| 800–2000 мм, стандартная точность | Нивелирование или лазер | Баланс точности и скорости |
| Свыше 2000 мм или жесткий допуск | Лазерные системы | Быстрый сбор плотной сетки |
| Серийный цеховой контроль | КИМ | Повторяемые программы и трассируемость |
| Локальные сверхточные зоны | Интерференционный метод контроля плоскостности | Ограниченная полевая применимость, чувствителен к среде и подготовке |
LSQ или minimax: алгоритм выбора
- Если цель - технологический тренд, сопоставление партий, статистика процесса: выбирайте LSQ.
- Если цель - строгая проверка геометрического допуска формы: выбирайте minimax (минимальная зона).
- Для одной приемки пары поверхностей фиксируйте один алгоритм. Смешение LSQ/minimax в одном решении запрещено.
- Выбранный алгоритм обязательно записывайте в протокол и ТИ предприятия.
Как измерить отклонение от плоскостности
где d_i - знаковое отклонение точки от базовой плоскости (LSQ или minimax).
Суммарное отклонение пары: статус формулы и правило применения
Это консервативная оценка (допущение) для случая неблагоприятного сложения отклонений. Ее применяют только если это задано в ТУ/КД или внутренней методике.
Если ТУ/КД требует иной подход (например, расчет по карте сопряжения, направленным отклонениям или другой модели), применяют именно его и фиксируют в протоколе.
Неопределенность и приемка
Бюджет u_c рекомендуется составлять минимум из следующих компонентов: прибор, метод/алгоритм, повторяемость, температурный фактор, базирование.
Для пары независимых измерений:
Критерии решения:
- Годен: Δf + U ≤ T (для пары: ΔΣ + UΣ ≤ TΣ).
- Не годен: Δf - U > T.
- Пограничная зона (guard band): иначе, повторный контроль с уточнением условий и/или более точным методом.
Типовые допуски: статус данных
Таблица ниже - примерные внутренние диапазоны для предварительного планирования контроля. Это не норматив и не замена требований чертежа, ТУ/КД.
| Диаметр ОПУ, мм | Ориентир T, мм (стандартный класс) | Повышенная точность, мм |
|---|---|---|
| до 500 | 0,10–0,18 | 0,05–0,10 |
| 500–1000 | 0,15–0,25 | 0,08–0,15 |
| 1000–2000 | 0,20–0,35 | 0,10–0,20 |
| свыше 2000 | 0,30–0,50 | 0,15–0,30 |
Короткий числовой пример
Получено: Δf = 0,22 мм, u_c = 0,02 мм, k=2, значит U=0,04 мм. При T=0,25 мм: Δf+U=0,26 мм, решение «годен» не принимают, назначают повторный контроль или корректирующие действия.
Нормативная применимость
ГОСТ/ISO/DIN используют как рамку терминов, допусков и правил оценки. Чтобы исключить споры, предприятие заранее фиксирует в ТИ метод измерения, алгоритм обработки, правила округления, модель суммарной оценки пары и критерий приемки.



