По запросу «линейные направляющие своими руками» часто дают отдельные советы по деталям, но стабильный результат дает только системный подход. В DIY-оборудовании качество перемещения определяется связкой «рама + направляющая + каретка + привод + настройка», а не одним дорогим компонентом.
- Направляющая задает геометрию и жесткость, привод задает динамику и шаг перемещения.
- Точность позиционирования и повторяемость позиционирования оценивают отдельно.
- Большинство проблем связано с геометрией сборки и люфтом оси.
- Для лазерных и режущих систем безопасность закладывают в проект до пуска.
Что такое линейная система в DIY-оборудовании
Линейная система представляет собой узел, который перемещает рабочий орган по заданной траектории с контролируемой погрешностью. В практике используются термины линейная ось и линейный модуль: ось обычно проектируют из отдельных компонентов, модуль чаще поставляется как готовый заводской узел.
- Рама, несущая база и жесткость.
- Направляющая и каретка, геометрия движения, трение, ресурс.
- Привод, ремень, винт, ШВП или рейка.
- Мотор и передача, скорость, ускорение, дискретность шага.
- Датчики и ограничители, базирование и безопасная остановка.
Компоненты нельзя выбирать изолированно: точная направляющая на мягкой раме и перегруженный быстрый привод дают нестабильный результат.
Типы линейных направляющих: где применять каждый вариант
Для малых станков и узлов типа «направляющие для ЧПУ» в DIY чаще применяют три группы направляющих.
| Тип направляющей | Жесткость | Точность и повторяемость | Ресурс | Цена | Типичное применение |
|---|---|---|---|---|---|
| Вал + втулка | Низкая или средняя | Средняя, чувствительна к перекосу | Средний | Низкая | Легкие оси, учебные и бюджетные сборки |
| Профильные рельсовые | Высокая | Высокая при корректном монтаже | Высокий | Средняя или высокая | 3D-принтеры, ЧПУ, точные манипуляторы |
| Роликовые | Средняя или высокая | Стабильная на длинных ходах | Высокий при чистой среде | Средняя | Порталы, длинноходовые оси, камера-слайдеры |
В пыли и абразиве ресурс направляющих резко падает без защиты и регламента смазки.
Выбор привода оси: ремень, винт, ШВП, рейка
| Привод | Скорость | Позиционирование | Люфт | Обслуживание | Комментарий |
|---|---|---|---|---|---|
| Ремень | Высокая | Среднее | Зависит от натяга и износа | Низкое | Быстрые легкие оси |
| Трапецеидальный винт | Низкая или средняя | Среднее или выше среднего | Есть, снижается преднатягом | Среднее | Доступное решение, часто по оси Z |
| ШВП | Средняя или высокая | Высокое | Низкий при преднатяге | Среднее или высокое | Задачи с повышенной точностью и жесткостью |
| Рейка и шестерня | Высокая | Среднее или выше среднего | Зависит от регулировки зацепления | Среднее | Длинные ходы и крупные порталы |
Δx = p / (Neff · i) для винтовой передачи, где p, шаг винта, Neff, число микрошагов на оборот, i, передаточное отношение.
Δx = (pbelt · z) / (Neff · i) для ремня, где pbelt, шаг ремня, z, число зубьев шкива.
v = (nmotor / 60) · (p / i) для винта, где nmotor, обороты мотора в минуту.
Ограничение формул: расчетный шаг и микрошаг не равны гарантированной фактической точности. На итог влияют люфт оси, жесткость рамы, нагрузка, резонансы, ток драйвера и калибровка осей.
Критерии подбора под задачу
- Зафиксировать массу подвижной части, полезную нагрузку и ход оси.
- Задать рабочую скорость и ускорение.
- Раздельно задать допуск по точности и повторяемости.
- Оценить требуемое усилие привода.
- Выбрать тип направляющей под нагрузку и длину базы.
- Выбрать привод под динамику и допустимый люфт.
- Проверить бюджет владения: смазка, натяг, износ, обслуживание.
Freq = m · a + Fтр + Fпроц, где Freq, требуемое усилие привода, m, масса подвижной системы, a, ускорение, Fтр, трение, Fпроц, технологическая сила процесса.
Числовые ориентиры для 5 типовых применений
| Применение | Ход оси, мм | Скорость, мм/с | Ускорение, м/с² | Целевая повторяемость, мм |
|---|---|---|---|---|
| Лазерный гравер или резак | 300-1000 | 300-800 | 1-6 | ±0,05 до ±0,15 |
| 3D-принтер (XY) | 200-400 | 150-350 | 1-10 | ±0,02 до ±0,08 |
| Стол резки (нож, легкий фрезер) | 600-1500 | 100-400 | 0,5-2 | ±0,05 до ±0,20 |
| Камера-слайдер | 300-2000 | 5-100 | 0,05-0,5 | ±0,05 до ±0,20 |
| Манипулятор 4 оси | 200-800 | 50-300 | 0,3-2 | ±0,03 до ±0,10 |
Это ориентиры для предварительного выбора. Финальные значения подтверждают тестами на конкретной механике и массе.
Точность и жесткость: что реально определяет качество перемещения
Точность позиционирования это близость к заданной координате. Повторяемость позиционирования это разброс при многократном возврате в одну точку. На практике качество задают жесткость рамы, база направляющих, люфт оси, настройка преднатяга и режимы разгона.
δ = F · L3 / (48 · E · I) для оценки прогиба балки при центральной нагрузке. Увеличение длины L резко повышает прогиб.
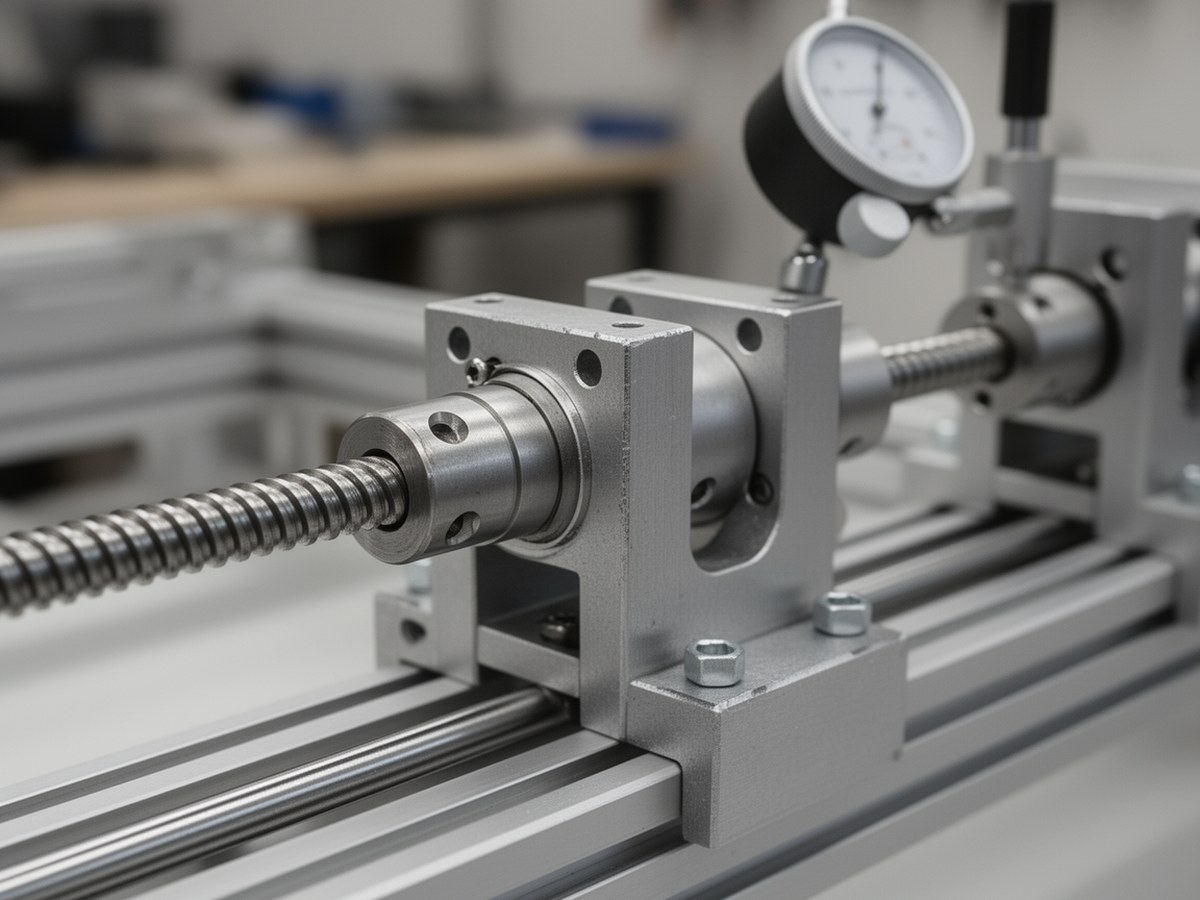
Геометрия монтажа и контроль люфта
Крупный технический кадр рядом с разделом о точности и повторяемости.
Границы применимости DIY
| Условие | Признак | Рекомендация |
|---|---|---|
| Нагрузка и динамика | Большая масса каретки при высоком ускорении, заметные удары в реверсе | Переходить на заводской линейный модуль с паспортными данными по жесткости |
| Цикл работы | Длительная работа без частых остановок, высокий суточный наработанный ход | Выбирать промышленный узел с регламентом ресурса и обслуживания |
| Требования к валидации | Нужна документируемая точность, протоколы приемки, повторяемое качество партии | Использовать серийный модуль и метрологическую процедуру приемки |
| Безопасность и ответственность | Риски травмы, пожара, воздействия излучения, обязательные проверки | Применять промышленную архитектуру с функциональной безопасностью |
Типовые компоновки для популярных DIY-применений
| Применение | Приоритет оси | Тип направляющей | Тип привода | Практический комментарий |
|---|---|---|---|---|
| Лазерный гравер или резак | Скорость и повторяемость | Рельсовая или роликовая | Ремень | Легкая каретка, стабильный натяг ремня |
| 3D-принтер | Плавность и повторяемость слоя | Рельсовая или вал-втулка | Ремень по XY, винт по Z | Z чувствительна к перекосу и люфту |
| Стол резки | Жесткость портала | Рельсовая | Рейка или винт | На больших полях критична база направляющих |
| Камера-слайдер | Плавность хода | Роликовая или рельсовая | Ремень или винт | Приоритет низкой вибрации |
| Манипулятор 4 оси | Повторяемость и грузоподъемность | Рельсовая | Винт или ШВП | Учитывать момент от вынесенной нагрузки |
Частые ошибки сборки и диагностика
| Симптом | Вероятная причина | Как проверить | Что исправить |
|---|---|---|---|
| Рывки на ходе | Непараллельность направляющих | Промер базы по длине, контроль усилия хода | Перебазировать рельсы, выровнять плоскость |
| Плавающий размер | Люфт оси в передаче или каретке | Индикатор, реверс на малом шаге | Преднатяг, регулировка, замена изношенных узлов |
| Пропуски шагов | Недостаток момента, завышенное ускорение | Тест разгона с повышением ускорения | Снизить динамику, скорректировать ток, облегчить каретку |
| Быстрый износ | Пыль, нехватка смазки, перекос | Осмотр дорожек, шум каретки | Защита зоны, регламент смазки, проверка геометрии |
| Вибрация портала | Слабая рама, малая база направляющих | Прогон на резонансных скоростях | Усилить раму, увеличить базу, снизить массу узла |
Пусконаладка и минимальный контроль качества
- Проверить базирование и концевые датчики.
- Выполнить калибровку осей на измерительном участке.
- Проверить люфт оси реверсом на малом перемещении.
- Провести тест повторяемости: 20-30 возвратов в контрольную точку.
- Сделать прогон на рабочей скорости и ускорении, контролируя нагрев и шум.
| Контроль | Рекомендуемый интервал |
|---|---|
| Очистка направляющих и зоны хода | Каждая смена или после пыльных работ |
| Проверка натяга ремня и крепежа | Раз в 1-2 недели |
| Смазка направляющих и винтов | Обычно 100-200 часов, по условиям среды |
| Контроль повторяемости и люфта | Ежемесячно или после ударных режимов |
Безопасность для лазерных и режущих установок
- Закрытая рабочая зона или экраны от прямого и отраженного излучения.
- Межблокировки: при открытии крышки источник или инструмент отключается.
- Аварийное отключение в зоне доступа оператора.
- Локальная вытяжка дыма и аэрозолей из зоны реза.
- Разделение силовой и сигнальной проводки, заземление рамы.
Нормативная база для проектирования: ISO 12100 (оценка рисков), ISO 13849-1 или IEC 62061 (функциональная безопасность управления), IEC 60204-1 (электрооборудование машин), IEC 60825-1 (классы лазерной безопасности), а также местные требования по вентиляции, пожарной и электрической безопасности.
Чеклист выбора линейной оси
- Заданы масса, ход, скорость, ускорение.
- Раздельно заданы точность и повторяемость.
- Выбран тип направляющей под нагрузку и длину базы.
- Выбран привод с учетом люфта, обслуживания и ресурса.
- Проверена жесткость рамы и прогиб длинных элементов.
- Запланированы калибровка осей и тест повторяемости.
- Заложены меры безопасности и аварийное отключение.
- Проверено, не вышла ли задача за границы DIY.
Итог
Предсказуемый результат в DIY дает не отдельная деталь, а согласованная линейная система. На практике это означает правильную архитектуру оси, контроль люфта и повторяемости, регулярную калибровку и осознанные границы применения.