
Многоременная передача нужна там, где один ремень не обеспечивает требуемую мощность или ресурс. На практике надежность определяют не только расчетные значения, но и монтаж: точная выверка, корректный преднатяг и контроль дисбаланса.
- Многоременная передача: система из нескольких параллельных ремней.
- Многоручьевой шкив: шкив с несколькими ручьями под один тип ремня.
- Выверка: проверка взаимного положения шкивов и осей валов.
- Балансировка: снижение остаточного дисбаланса вращающейся детали.
Область применения и ограничения
Схему применяют в вентиляторах, насосах, компрессорах, транспортерах и станках. Она позволяет передавать заметную мощность при умеренной стоимости и хорошей ремонтопригодности.
Ограничения типовые: чувствительность к точности монтажа, загрязнению ручьев и разбросу натяжения. Если расчет дает слишком большое число ремней, а габариты или КПД критичны, обычно рассматривают зубчатые ремни, цепи или зубчатые передачи.
Термины и обозначения
P: мощность, кВт; n: частота вращения, об/мин; d: расчетный диаметр шкива, мм; v: скорость ремня, м/с; z: число ремней; F1/F2: натяжение натянутой/ослабленной ветви, Н; F0: преднатяг одного ремня, Н; α: угол обхвата, рад; β: угол ручья.
Исходные данные для проектирования
Минимум для расчета: P, n1, n2, передаточное отношение i, межосевое расстояние a, режим работы, температура, запыленность/влага, ограничения по месту, требования по вибрации и ресурсу.
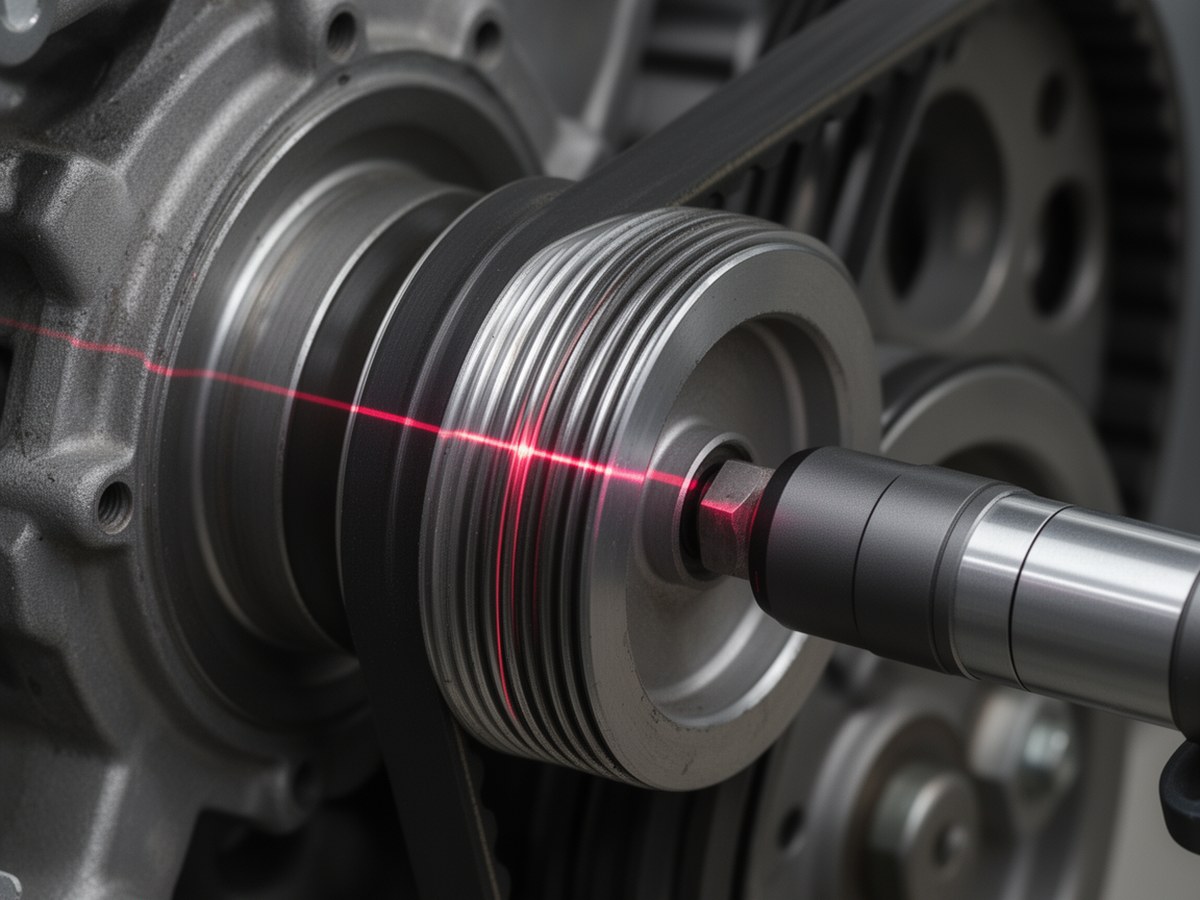
На этапе ТЗ сразу фиксируют метод выверки (линейка/струна или выверка шкивов лазерным методом), требования к биению, критерий приемки по вибрации и целевой класс балансировки шкива по ISO 1940-1.
Алгоритм инженерного расчета
1) Передаточное отношение и диаметры
i = n1 / n2 = d2 / d1
Малый шкив назначают не ниже d_min для выбранного профиля. Значения d_min и мощность на ремень берут из каталога серии ремней и применимых документов (например, ISO 4184, ISO 1081, ISO 5290, ASTM/RMA или ТУ производителя).
2) Скорость ремня
v = π · d1 · n1 / 60000
где d1 в мм, n1 в об/мин.
3) Число ремней
z = P / (P1 · Cреж · Cдл · Cугл · Cслуж)
P1: паспортная мощность одного ремня для выбранных d1 и v. z округляют вверх.
4) Окружная сила и преднатяг
Ft = 1000 · P / v
Ft = z · (F1 - F2)
F0 ≈ (F1 + F2)/2
5) Проверка сцепления (предварительная)
F1/F2 ≤ exp(μэфф · α), где μэфф = μ / sin(β/2)
Это упрощенная форма для клинового ремня (аналог уравнения Эйлера) при стационарной работе, сухом контакте и без детального учета центробежных и динамических эффектов. Для ответственных приводов проверку уточняют по методике изготовителя ремня и фактическим данным испытаний.
Выбор профиля и минимального диаметра
| Профиль | Ориентировочный d_min малого шкива, мм | Типовой диапазон применения |
|---|---|---|
| SPZ / A | 63–90 | Небольшая и средняя мощность, компактные узлы |
| SPA / B | 90–140 | Универсальные промышленные приводы |
| SPB / C | 140–224 | Повышенная мощность, более тяжелые режимы |
| SPC / D | 224–355 | Высокая мощность, крупные агрегаты |
Таблица ориентировочная. Окончательный выбор подтверждают каталогом конкретной серии ремней.
Расчетный пример
Учебный пример: P = 75 кВт, n1 = 1460 об/мин, n2 = 730 об/мин, i = 2, d1 = 224 мм, d2 ≈ 448 мм.
v = π · 224 · 1460 / 60000 ≈ 17,1 м/с
При условном P1 = 4,2 кВт и поправках Cреж = 0,9; Cдл = 0,95; Cугл = 0,97; Cслуж = 0,95:
z = 75 / (4,2 · 0,9 · 0,95 · 0,97 · 0,95) ≈ 22,5 → 23 ремня
Такой результат приведен как демонстрационный. Для реального узла сравнивают несколько профилей и диаметров, чтобы уменьшить число ремней и риск неравномерной нагрузки между ремнями.
Выверка и монтаж
Соосность шкивов, допуски и биение зависят от диаметра, скорости, ширины, класса вибрации и требований конкретного оборудования. Значения ниже не универсальны это рабочие ориентиры для типовых промышленных условий.
| Контролируемый параметр | Ориентир | Эффект при выходе за предел |
|---|---|---|
| Параллельное смещение | 0,2–0,5 мм на 100 мм базы | Краевой износ ремней, рост температуры |
| Угловая несоосность | 0,1–0,3 мм на 100 мм | Перераспределение нагрузок по ручьям |
| Радиальное/торцевое биение | 0,05–0,15 мм | Пульсации натяжения и вибрация |
Для быстроходных и ответственных приводов обычно применяют лазерную методику с протоколом «до/после» и сохранением результатов.
Выверка шкивов лазерным методом
Разместить перед таблицей ориентиров по соосности и биению.
Контроль натяжения
Натяжение клиновых ремней, частотный метод:
- После сборки задать стартовый преднатяг по частоте из таблицы производителя.
- Сделать пробный пуск 15–30 минут, остановить привод, измерить повторно. Если отклонение от целевого значения больше допустимого коридора (часто ±10%, если не задано иначе), выполнить коррекцию.
- Повторить измерение через 24 часа работы и снова привести к целевому диапазону.
- Провести контроль через 1 неделю, затем перейти на плановый график обслуживания.
Если частотный прибор недоступен, применяют метод прогиба по нормативному усилию. В любом случае используют matched set: ремни одной группы длины и одной партии. Смешивать новые и изношенные ремни в одном комплекте нельзя.
Балансировка
Класс балансировки шкива по ISO 1940-1 выбирают по рабочей скорости и допустимому уровню вибрации на опорах. По геометрии удобно использовать ориентир B/D: для узкого колеса на умеренной скорости часто достаточно одной плоскости, для широкого или быстроходного обычно нужна двухплоскостная коррекция.
| Условие | Метод | Часто применяемый класс |
|---|---|---|
| Умеренная скорость, B/D ≤ 0,5 | Статическая, 1 плоскость | обычно G6.3 |
| Высокая скорость или B/D > 0,5 | Динамическая, 2 плоскости | обычно G6.3–G2.5 |
| Жесткие требования по вибрации | Динамическая, 2 плоскости | до G2.5 или G1.0 |
B/D: практический фильтр, но не замена расчету и измерениям вибрации.
Диагностика и корректирующие действия
| Симптом | Вероятная причина | Что сделать |
|---|---|---|
| Перегрев ремней | Избыточный преднатяг, малый d1, слабая вентиляция | Снизить преднатяг, проверить d_min, улучшить вентиляцию |
| Резиновая пыль | Проскальзывание, загрязнение ручьев | Очистить ручьи, проверить натяжение и угол обхвата |
| Неравномерный износ по ручьям | Несоосность, биение, разнобой по длине ремней | Повторная выверка, контроль биения, замена комплектом |
| Рост вибрации | Дисбаланс, износ подшипников, дефект вала | Проверить балансировку, опоры и посадки |
| Частые обрывы | Ударные нагрузки, перегрузка, неверный профиль | Пересчитать профиль и z, проверить пусковой режим |
Чек-лист ввода в эксплуатацию и периодического контроля
- Подтверждены профиль ремня, d_min, число ручьев и число ремней.
- Установлен matched set одной группы длины и одной партии.
- Проведена выверка; для ответственных узлов применен лазерный метод с протоколом.
- Проверены радиальное и торцевое биение после окончательной затяжки.
- Задан преднатяг и выполнен контроль частотным методом или методом прогиба.
- Сделан пробный пуск 15–30 минут, затем повторные проверки через 24 часа и через 1 неделю.
- Проверены защитный кожух, чистота ручьев и условия хранения запасных ремней.
Итог простой: стабильность привода обеспечивает сочетание корректного расчета, аккуратного монтажа и регулярного контроля.



