
Наплавка и восстановление посадочных мест валов применяются, когда изношенная шейка уже не обеспечивает расчетную посадку под подшипник, втулку, муфту, шкив или зубчатое колесо. Ремонт нужен не для простого нанесения металла, а для возврата геометрии, натяга, соосности и рабочих свойств поверхности после последующей механической обработки.
- Работу начинают с диагностики: замеров диаметра, овальности, конусности, биения, проверки трещин и твердости.
- Метод восстановления выбирают по материалу вала, глубине повреждения, требованиям к посадке и допустимому тепловому воздействию.
- Для ответственных узлов наплавка валов требует технологической карты, контроля дефектов и подтверждения пригодности основного металла.
Когда применяют восстановление посадочного места вала
Посадочное место вала изнашивается при провороте подшипника, фреттинге, коррозии, задирах, абразивном износе или нарушении смазки. В результате уменьшается диаметр, появляется овальность, конусность, локальные раковины или следы перегрева. Восстановление валов под подшипник обычно выполняют наплавкой с последующей проточкой вала и, при необходимости, шлифованием.
Метод применим, если основной металл сохраняет несущую способность, а термическое воздействие не нарушит структуру детали. Для шеек под подшипники качения особенно важны натяг, поле допуска, радиальное биение, соосность с соседними опорами и шероховатость. Наплавленный слой без точной обработки не становится готовой посадочной поверхностью.
Диагностика перед выбором метода
Перед ремонтом вала фиксируют фактическое состояние участка и соседних базовых поверхностей. Измеряют минимальный и максимальный диаметры по нескольким сечениям, оценивают овальность и конусность, проверяют биение относительно центров или рабочих баз. Отдельно осматривают переходные галтели, шпоночные пазы, резьбы, бурты и зоны рядом с посадкой.
Минимальный набор исходных данных перед выбором технологии: марка стали или результаты анализа материала, чертежный размер и посадка, фактический износ, биение, наличие трещин, твердость, режим работы узла и состояние ответной детали. Для подшипникового узла проверяют не только вал, но и корпус подшипника; для муфты, шкива или зубчатого колеса проверяют ступицу, шпоночное соединение и торцевое прилегание.
| Повреждение | Признаки | Возможные методы восстановления | Ограничения |
|---|---|---|---|
| Равномерный износ | Уменьшение диаметра без глубоких рисок | Наплавка, металлизация, гальваническое покрытие | Нужен припуск под финишную обработку |
| Задиры | Борозды, прихваты, следы перегрева | Подготовительная проточка и наплавка | Требуется удалить дефектный слой полностью |
| Фреттинг | Темные пятна, микровыкрашивание, красно-бурая пыль | Наплавка, тонкослойные покрытия, корректировка посадки | Без устранения микроперемещений дефект повторится |
| Проворот подшипника | Сильный износ, полировка, задиры по окружности | Наплавка вала под подшипник с обработкой под заданный натяг | Нужно проверить причину проворота и состояние подшипникового узла |
| Коррозионные раковины | Питтинг, неравномерная поверхность | Наплавка совместимым материалом, напыление | Глубокие раковины могут скрывать трещины |
| Усталостные трещины | Трещины у галтелей, пазов, резких переходов | Обычно замена или подтвержденная ремонтная технология | Наплавка без оценки усталости недопустима для нагруженных деталей |
Оценка ремонтопригодности
Ремонтопригодность зависит от глубины повреждения, диаметра и длины посадки, материала вала, требований к точности и класса ответственности узла. Если вал изготовлен из стали 40Х или другой среднеуглеродистой либо легированной стали, дополнительно оценивают свариваемость, склонность к закалочным трещинам и необходимость подогрева.
Наплавку не выбирают как универсальный способ ремонта. Ее не применяют автоматически при сквозных трещинах, глубокой усталости металла, сильной остаточной деформации, неизвестной марке стали или для критичных деталей без утвержденной технологии и последующего контроля.
Методы восстановления посадочных мест валов
Для восстановления используют проточку с наплавкой, металлизацию, гальваническое наращивание, втуление, тонкослойные покрытия, металлополимерные составы для неответственных узлов или изготовление нового вала. Наплавка подходит для средних и больших износов, когда требуется прочный металлический слой и есть возможность последующей обработки. Металлизация и гальваника полезны при меньших припусках и ограниченном тепловом воздействии, но не всегда выдерживают высокие контактные нагрузки.
Наплавка
Позволяет восстановить значительный износ и сформировать слой с заданной твердостью. Требует контроля тепловложения, деформации и качества сцепления с основным металлом.
Втуление
Применяется, когда конструкция допускает установку ремонтной втулки. Важно обеспечить натяг втулки, отсутствие проворота и сохранение прочности сечения.
Напыление и гальваника
Подходят для сравнительно тонких слоев и деталей, чувствительных к нагреву. Ограничения связаны с толщиной покрытия и контактной нагрузкой.
Металлополимеры
Могут применяться для малонагруженных посадок и временного ремонта, но не заменяют металлический слой в точных и нагруженных подшипниковых узлах.
Сравнение методов наплавки валов
Выбор способа зависит от диаметра, длины посадки, требуемой толщины слоя, допустимой зоны термического влияния и доступности оборудования. Для точных посадок под подшипники чаще важнее стабильность процесса и минимальная деформация, чем максимальная скорость наплавки. Диапазоны в таблице даны как ориентир: фактическая толщина слоя зависит от оборудования, материала, режима и припуска под обработку.
| Метод | Типичный слой | Тепловложение | Где применим | Ограничения |
|---|---|---|---|---|
| Ручная дуговая | 2-5 мм | Высокое | Единичный ремонт, крупные детали, простые посадки | Зависит от квалификации, выше риск деформации |
| MIG/MAG | 1,5-4 мм | Среднее | Серийный и ремонтный участок, валы средних размеров | Нужна защита зоны наплавки и подбор проволоки |
| TIG | 0,5-2,5 мм | Низкое или среднее | Точные участки, небольшие диаметры, легированные стали | Низкая производительность |
| Под флюсом | 3-8 мм | Высокое | Крупные цилиндрические поверхности, длинные посадки | Неудобен для малых деталей и локального ремонта |
| Плазменная | 0,5-4 мм | Среднее | Износостойкие слои, контролируемое перемешивание | Требует специализированного оборудования |
| Лазерная | 0,2-2 мм | Низкое | Точные детали, малая зона термического влияния | Ограничена стоимостью и требованиями к подготовке |
| Электроконтактная наплавка | 0,3-2 мм | Низкое | Тонкое восстановление цилиндрических поверхностей | Ограничена формой детали и толщиной слоя |
Выбор наплавочного материала
Материал подбирают не только по твердости. Важны совместимость с основным металлом, свариваемость, склонность к горячим и холодным трещинам, обрабатываемость после наплавки, условия работы и требуемая шероховатость. Марку наплавочного материала выбирают по технологической карте. Чрезмерно твердый слой может плохо обрабатываться и разрушаться от контактных напряжений, особенно при перекосе или вибрации.
| Группа материалов | Ориентир по применению | Особенности |
|---|---|---|
| Низкоуглеродистые и низколегированные проволоки | Восстановление размеров, умеренные нагрузки | Хорошая обрабатываемость, часто используются как базовый ремонтный слой |
| Легированные стали | Посадки под подшипники и муфты при повышенных нагрузках | Нужен контроль подогрева и охлаждения, особенно при наплавке на сталь 40Х |
| Коррозионностойкие сплавы | Влажная или химически активная среда | Подбираются по совместимости и риску трещин |
| Бронзовые материалы | Отдельные пары трения и ремонт под втулки скольжения | Наплавка бронзы на сталь требует учета смачивания, теплового режима и последующей обработки |
| Твердосплавные материалы | Абразивный износ, ударно-абразивные условия | Не являются универсальной заменой посадочному материалу под подшипник; конкретный сплав выбирают по нагрузке |
Подогрев, межслойная температура и охлаждение
Тепловой режим нужен не для удобства наплавки, а для снижения риска трещин, коробления и резких перепадов твердости. Его назначают по марке стали, диаметру вала, толщине слоя и способу наплавки.
- Низкоуглеродистые стали обычно менее склонны к холодным трещинам, но массивные валы все равно прогревают равномерно, чтобы снизить температурный градиент.
- Среднеуглеродистые стали и стали типа 40, 45, 40Х чаще требуют предварительного подогрева, выдержки межслойной температуры и замедленного охлаждения под теплоизоляцией.
- Закаленные, цементованные и азотированные поверхности ремонтируют осторожно: наплавка может нарушить упрочненный слой и потребовать повторной термообработки или отказа от ремонта.
- Высоколегированные и коррозионностойкие стали чувствительны к перегреву и разбавлению слоя основным металлом; для них особенно важны короткая дуга, чистота и подбор присадки.
- После наплавки термообработку назначают только при наличии подтвержденной технологии: иногда достаточно контролируемого охлаждения, иногда нужен отпуск для снятия напряжений.
Технологическая последовательность ремонта
Типовая технология восстановления посадочного места начинается с дефектации и очистки. Затем выполняют подготовительную проточку: удаляют наклепанный, перегретый или корродированный слой, формируют поверхность под наплавку и задают плавные переходы. После обезжиривания и зачистки назначают подогрев, если его требует материал вала.
Наплавку ведут равномерно по окружности с перекрытием валиков и контролем межслойной температуры. Слой должен давать запас под черновую обработку, но не создавать лишнего тепловложения. После окончания деталь охлаждают по технологической карте. Далее выполняют черновую проточку, контроль дефектов, финишную проточку или шлифование и итоговые измерения.
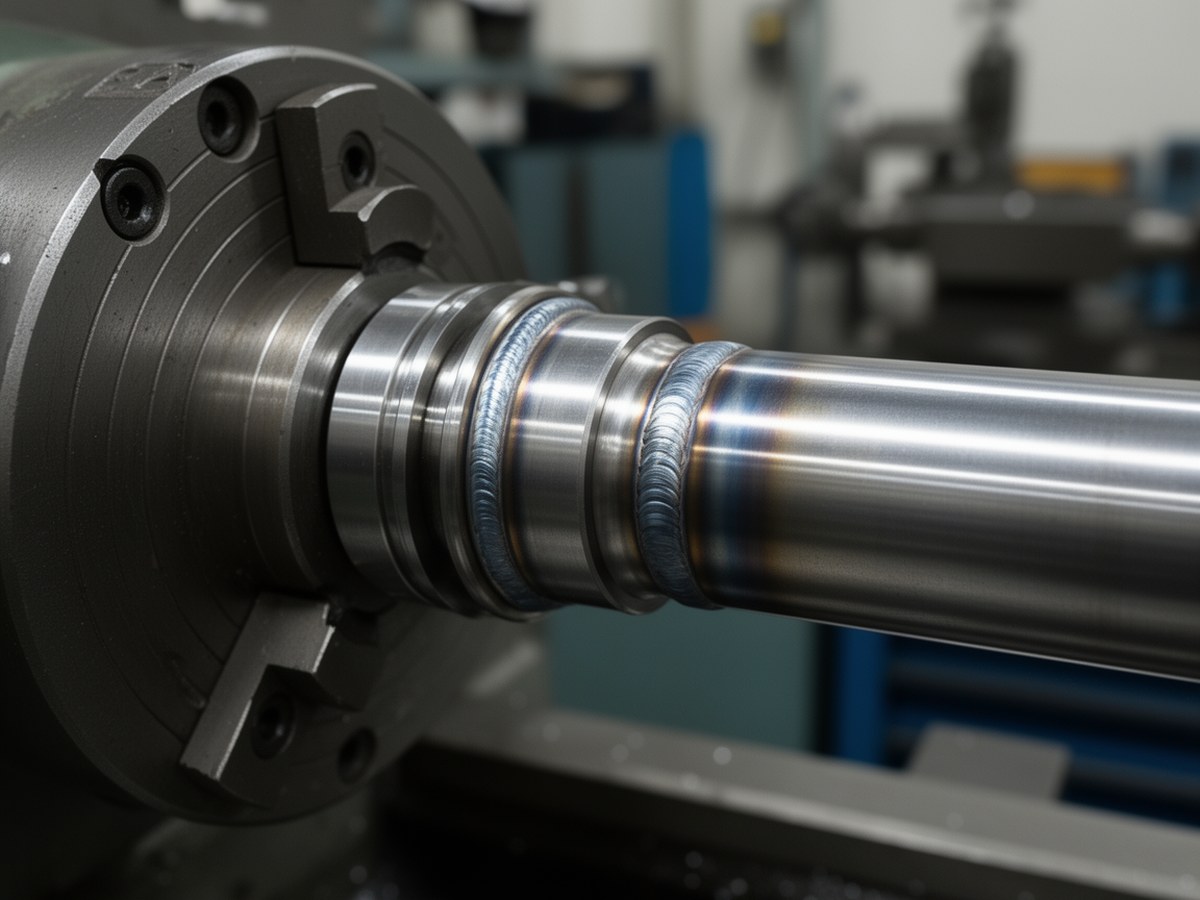
Наплавленный участок перед обработкой
Изображение уместно рядом с описанием маршрута ремонта: подготовка, наплавка, черновая обработка и контроль.
Особенности посадок под разные детали
Шейка вала под подшипник качения требует точного диаметра и стабильной формы по всей длине посадки. Натяг выбирают по конструкторской документации, каталогу подшипника и режиму работы узла. Локальные наплывы, мягкие зоны, овальность и конусность здесь особенно опасны: они нарушают распределение контактных напряжений.
Для втулок скольжения дополнительно учитывают материал пары трения и смазочный режим. Для муфт, шкивов и зубчатых колес важны концентричность, состояние шпоночного паза, прилегание торцов и отсутствие перекоса. Если поврежден не только цилиндрический участок, но и паз, бурт или галтель, ремонт вала рассматривают как восстановление всего сопряжения, а не отдельной поверхности.
| Деталь на посадке | Главный риск | Что контролировать после обработки |
|---|---|---|
| Подшипник качения | Проворот, потеря натяга, локальные напряжения | Диаметр, поле допуска, овальность, конусность, биение, шероховатость |
| Втулка скольжения | Нарушение смазочного режима и задиры | Диаметр, соосность, шероховатость, совместимость материала пары трения |
| Муфта | Перекос и вибрация | Концентричность, торцевое прилегание, состояние шпоночного паза |
| Шкив | Биение, ослабление посадки, износ паза | Радиальное и торцевое биение, натяг, шпонку и паз |
| Зубчатое колесо | Нарушение зацепления из-за несоосности | Концентричность, посадочный диаметр, биение венца после сборки |
Припуски и расчет слоя
Расчеты используют как предварительную оценку. Реальные режимы задаются технологической картой с учетом оборудования, способа наплавки, материала и требований к обработке.
hн = hи + hм + hз
где hн обозначает требуемую толщину наплавляемого слоя на сторону, мм; hи обозначает глубину износа на сторону, мм; hм обозначает припуск на механическую обработку, мм; hз обозначает запас на неравномерность слоя, возможные дефекты и деформацию, мм.
V ≈ π × L × (D2^2 - D1^2) / 4
где V обозначает ориентировочный объем наплавленного металла, мм³; L обозначает длину восстанавливаемого участка, мм; D1 обозначает диаметр после подготовительной проточки, мм; D2 обозначает диаметр заготовки после наплавки до черновой обработки, мм. Формула не учитывает потери на разбрызгивание, шлак и последующую зачистку.
t ≈ L × n / v
где t обозначает ориентировочное время наложения проходов; L обозначает длину участка; n обозначает число проходов или витков; v обозначает рабочую скорость наплавки в тех же единицах длины за время. Оценка нужна для планирования, а не для назначения сварочного режима.
Требования после механической обработки
После черновой обработки проверяют, достаточно ли припуска осталось под финишную проточку или шлифование. Итоговый размер задается не средним диаметром, а полем допуска по документации. Для посадочного места вала контролируют диаметр в нескольких сечениях, овальность, конусность, радиальное биение, соосность с опорными шейками и шероховатость.
| Параметр | Что показывает | Когда особенно важен |
|---|---|---|
| Диаметр и поле допуска | Соответствие посадке и расчетному натягу | Подшипники качения, муфты, зубчатые колеса |
| Овальность и конусность | Равномерность контакта по окружности и длине | Длинные посадки, провернутые подшипники |
| Радиальное биение | Связь восстановленной поверхности с базами вала | Высокие обороты, точные редукторы, электродвигатели |
| Шероховатость | Качество контакта и удержание посадки | Посадки с натягом и поверхности под уплотнения |
| Твердость | Состояние наплавленного слоя и зоны термического влияния | Легированные стали и нагруженные детали |
Контроль качества восстановленного участка
Контроль начинают с визуального осмотра: ищут подрезы, поры, прожоги, шлаковые включения, резкие переходы и следы перегрева. Затем выполняют измерительный контроль после черновой и финишной обработки. Для выявления поверхностных трещин применяют капиллярный или магнитопорошковый контроль; выбор зависит от материала и доступности метода. Для нагруженных валов может потребоваться ультразвуковой контроль зоны наплавки и прилегающего металла.
Твердость проверяют в нескольких точках, чтобы исключить чрезмерно мягкие участки, закалочные зоны и резкие перепады. Если предусмотрена термообработка, контроль выполняют после ее завершения и после окончательной обработки.
Типовые дефекты и повторные отказы
Дефекты наплавленного слоя чаще связаны с загрязнением поверхности, неправильным подогревом, завышенным тепловложением, неподходящим материалом или нарушением охлаждения. Поры, непровар, трещины, отслоение и неравномерная твердость могут проявиться уже при обработке или после монтажа узла.
Повторный отказ не всегда означает ошибку самой наплавки. Частые причины: неправильная посадка, перекос при монтаже, загрязнение, недостаточная смазка, перегрев, вибрация, разбитый корпус подшипника, изношенная ступица или чрезмерная твердость восстановленного слоя.
Когда выгоднее заменить вал
Изготовление нового вала рассматривают, если повреждены несколько базовых поверхностей, есть усталостные трещины, вал заметно деформирован, неизвестен материал или невозможно подтвердить технологию восстановления. Замена также оправдана, когда ремонт потребует сложной термообработки, расширенного контроля и длительной переналадки, а риск повторного отказа остается высоким.
| Признак | Решение чаще в пользу ремонта | Решение чаще в пользу замены |
|---|---|---|
| Состояние основного металла | Нет трещин и признаков усталости | Есть трещины, расслоения, глубокая усталость |
| Геометрия вала | Повреждена одна посадка, базы сохранены | Есть изгиб, повреждены несколько базовых шеек |
| Материал | Марка известна, технология наплавки подтверждена | Материал неизвестен или плохо сваривается без сложной проверки |
| Точность узла | Допуски достижимы после проточки или шлифования | Невозможно обеспечить биение, соосность или стабильную твердость |
Практический вывод
Наплавка валов оправдана только как часть полной технологии восстановления посадочного места: дефектация, выбор материала, подготовка, контролируемая наплавка, механическая обработка и проверка качества. Если ремонтопригодность не подтверждена или причина исходного отказа не устранена, восстановленный слой не обеспечит надежную посадку даже при правильной проточке.



