
Направляющие с композитными вставками представляют собой преимущественно направляющие скольжения, в которых рабочая зона контакта выполнена не полностью из металла, а с локальными антифрикционными вставками из композитного материала. Металлическая основа сохраняет жесткость, точность базирования и теплопроводность, а вставка помогает управлять трением, износом, шумом и режимом смазки.
- Металл в такой детали обычно отвечает за форму, жесткость и крепление к станине или корпусу.
- Композитная вставка работает в контакте с ответной поверхностью и воспринимает часть давления в паре скольжения.
- Технология изготовления направляющих с композитными вставками включает подготовку основы, формирование пазов, установку или формование вставки, финишную обработку и контроль качества.
- Ресурс зависит не только от материала, но и от давления, скорости, температуры, загрязнений, смазки и точности монтажа.
Что такое направляющие с композитными вставками
По конструкции это гибридная направляющая скольжения. В ней несущая деталь из стали, чугуна, бронзы или алюминиевого сплава имеет пазы, каналы либо локальные окна, куда установлена композитная вставка. Рабочая поверхность вставки выходит в зону контакта и образует пару трения с кареткой, салазками, ползуном, плитой или другим перемещаемым элементом.
Композит размещают локально, потому что полностью заменить металл в направляющей часто нельзя: полимерные материалы уступают металлам по модулю упругости, теплопроводности и размерной стабильности при высокой нагрузке. При этом композитная вставка может снизить коэффициент трения, улучшить демпфирование, уменьшить риск задира и позволить работать при ограниченной смазке или без нее, если это допускает конкретный материал.
Конструкция и отличие от смежных решений
Типовая конструкция включает металлическую базу, посадочный паз, клеевой или механический стык, композитную вставку и обработанную рабочую поверхность скольжения. Геометрия паза важна не меньше состава вставки: она задает площадь сцепления, удержание от сдвига, возможность компенсации теплового расширения и ремонтопригодность.
| Решение | Конструкция | Особенности |
|---|---|---|
| Полностью металлическая направляющая | Рабочая поверхность выполнена из стали, чугуна, бронзы или другого металла | Хорошо переносит высокие нагрузки, но обычно требует смазки, точной приработки и защиты от задира |
| Цельнополимерная направляющая | Вся деталь изготовлена из полимера или композита | Подходит для снижения массы и коррозионных сред, но ограничена по жесткости и тепловой стабильности |
| Сменный полимерный вкладыш | Отдельная заменяемая деталь установлена в корпус или направляющий узел | Удобен в ремонте, но требует надежной фиксации и контроля посадки |
| Антифрикционное покрытие | Тонкий слой нанесен на металлическую поверхность | Меньше меняет геометрию, но имеет ограниченный запас по толщине и износу |
| Композитная вставка | Локальный рабочий слой установлен в паз или сформован в металлической основе | Сочетает жесткую несущую базу и более толстый антифрикционный рабочий материал |
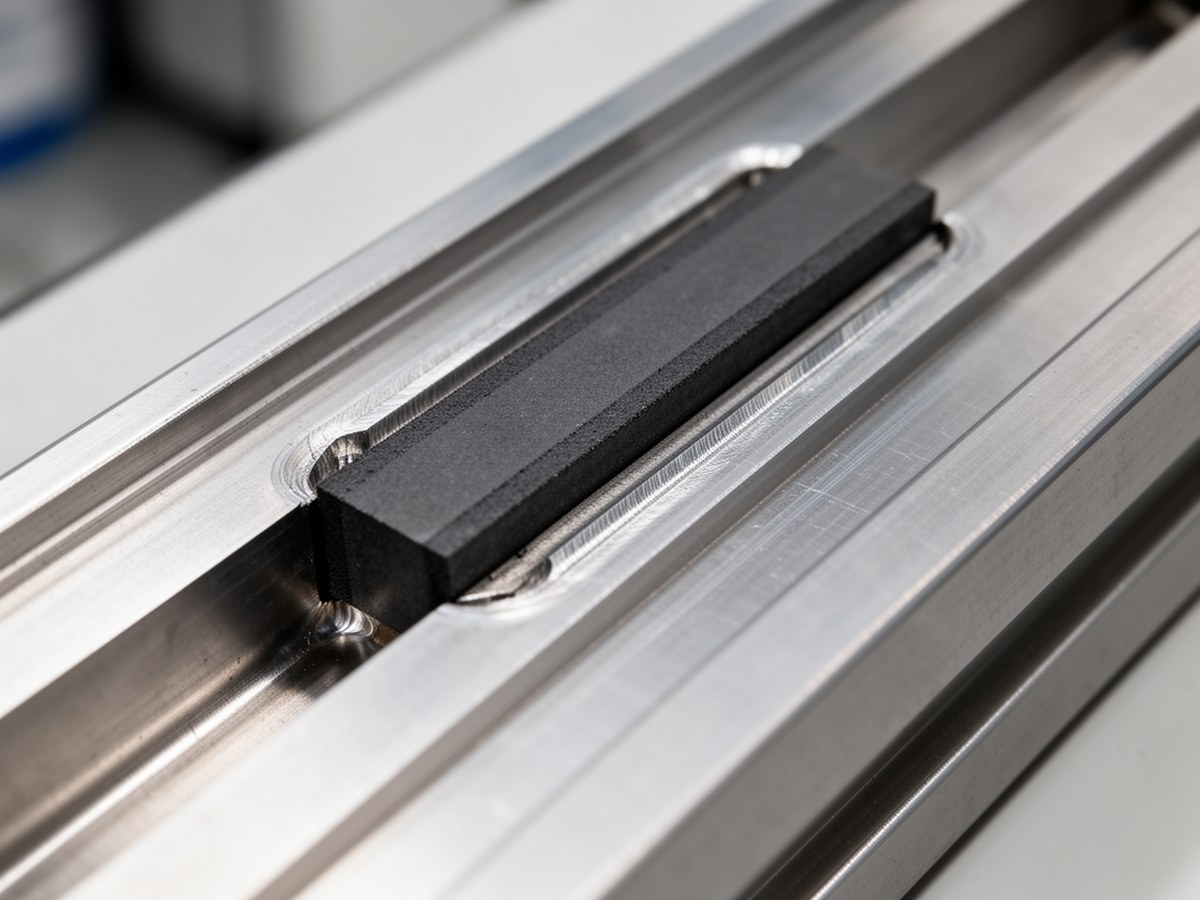
Посадка композитной вставки
Фотография уместна рядом с описанием металлической базы, паза, стыка и рабочей поверхности скольжения.
Материалы антифрикционных композитных вставок
Композитная вставка состоит из матрицы и наполнителей. Матрица связывает материал в цельную структуру, а наполнители меняют трение, износостойкость, жесткость, теплопроводность, химическую стойкость и поведение при нагреве. Для направляющих с композитными вставками материалы подбирают под конкретную пару трения, а не по одному универсальному признаку.
| Матрица | Инженерная роль | Типичные особенности | Ограничения |
|---|---|---|---|
| PTFE, политетрафторэтилен | Снижение трения, работа при малой смазке | Низкий коэффициент трения, химическая стойкость; возможны бронзонаполненные, угленаполненные и графитонаполненные композиции | Ползучесть, невысокая жесткость, ограничения по давлению |
| PEEK, полиэфирэфиркетон | Теплостойкая и прочная основа для нагруженных вставок | Стабильность размеров, хорошая износостойкость | Высокая стоимость, требовательность к переработке |
| PPS, полифениленсульфид | Работа при температуре и химическом воздействии | Химическая стойкость, низкое влагопоглощение | Может быть более хрупким, чем полиамиды |
| Полиамиды | Умеренно нагруженные узлы, демпфирование, снижение шума | Технологичность, доступность, износостойкость | Влагопоглощение и изменение размеров во влажной среде |
| Эпоксидные и фенольные связующие | Жесткие термореактивные композиты с волокнистым армированием | Хорошая адгезия, стабильность формы после отверждения | Не переплавляются, чувствительны к режиму отверждения |
В качестве наполнителей применяют графит, дисульфид молибдена MoS2, углеродное волокно, стекловолокно, арамидные волокна, твердые смазки, антиоксиданты и термостабилизаторы. Графит и MoS2 снижают трение в сухих и граничных режимах. Волокна повышают жесткость и сопротивление износу, но при неверной ориентации или избытке могут ухудшить прирабатываемость и повредить ответную поверхность.
E_c ≈ E_f · V_f + E_m · (1 − V_f)
Правило смесей используют как ориентировочную оценку модуля композита: E_c показывает модуль композита, E_f модуль наполнителя или волокна, E_m модуль матрицы, V_f объемную долю армирующей фазы. Для реальной вставки результат зависит от ориентации волокон, пористости, адгезии и технологии переработки.
Выбор материала по условиям работы
Материал вставки выбирают после оценки контактного давления, скорости скольжения, температуры, химической среды, влажности, чистоты зоны трения, допустимости смазки, требуемой точности и ожидаемого износа. Важна не только максимальная нагрузка, но и режим движения: постоянное скольжение, короткие ходы, реверс, малые скорости, пусковые перегрузки и простои под нагрузкой.
| Условие | Что проверяют | Как влияет на выбор |
|---|---|---|
| Высокое давление | Несущая способность, ползучесть, деформация | Предпочтительны жесткие матрицы, волокнистое армирование и увеличенная площадь контакта |
| Высокая скорость | Нагрев, PV-фактор, отвод тепла | Нужны материалы с низким трением и стабильностью при рабочей температуре |
| Работа без смазки | Сухое трение, приработка, перенос материала | Используют твердые смазки, PTFE-композиции, графит или MoS2 |
| Влажность и химическая среда | Набухание, гидролиз, химическая стойкость | Оценивают PPS, PEEK, PTFE-композиции и стойкие термореактивные системы |
| Требования к чистоте | Отсутствие масляной смазки, низкое пыление | Материал должен иметь малый износ и не загрязнять рабочую зону |
p ≈ F / A
Условное контактное давление p оценивают как отношение нагрузки F к расчетной площади контакта A. Для направляющих с неравномерным распределением нагрузки эту оценку уточняют расчетом жесткости, перекосов и фактической площади пятна контакта.
PV = p · v
PV-фактор показывает совместное влияние давления p и скорости скольжения v на нагрев и износ антифрикционного материала. Допустимые значения берут из испытаний конкретной композиции и корректируют по смазке, температуре, шероховатости и длительности цикла.
Способы крепления вставки к металлической основе
Стык металла и композита должен удерживать вставку от сдвига, отслоения и выкрашивания. Ошибка в креплении может перечеркнуть свойства хорошего материала, поэтому технологию соединения выбирают вместе с геометрией паза и режимом нагрузки.
| Способ | Описание | Плюсы | Ограничения |
|---|---|---|---|
| Вклейка готовой вставки | Композитную планку или сегмент фиксируют клеевым составом в подготовленном пазу | Относительно простая технология, ремонтопригодность | Требует чистой поверхности, контроля толщины клея и режима отверждения |
| Механическая фиксация | Используют замковые пазы, ласточкин хвост, бурты, винты или прижимные элементы | Устойчивость к сдвигу, меньше зависимость от клея | Концентрация напряжений, усложнение обработки основы |
| Формование по месту | Композит формируют непосредственно в канале металлической основы | Хорошее заполнение полости, возможность сложной формы | Нужен контроль усадки, пористости и режима полимеризации |
| Комбинированное крепление | Клей, механический замок и геометрическое удержание работают совместно | Повышенная надежность в ответственных узлах | Более сложная технология изготовления и контроль |
Технология изготовления
Изготовление начинается с металлической основы. Заготовку получают механической обработкой, литьем, прокатом или экструзией, затем стабилизируют размеры термообработкой, если это требуется материалом. После этого выполняют базовые поверхности и формируют посадочные пазы под вставки.
Поверхность в зоне соединения очищают от масел, оксидов и загрязнений. Для улучшения сцепления применяют пескоструйную или дробеструйную обработку, контролируемую шероховатость, обезжиривание, химическую активацию или праймер. Слишком гладкая поверхность ухудшает адгезию, а слишком грубая может создать поры, неполное заполнение клеем или локальные напряжения.
Затем вставку устанавливают в паз либо формуют по месту. При вклейке контролируют толщину клеевого слоя, давление прижима, время выдержки и температуру отверждения. При формовании контролируют вязкость материала, давление заполнения, усадку, удаление воздуха и режим полимеризации. После набора прочности рабочую поверхность обрабатывают: фрезеруют, шлифуют, притирают или хонингуют до заданной геометрии и шероховатости.
ΔL = L · α · ΔT
Температурное изменение размера ΔL зависит от длины L, коэффициента линейного расширения α и перепада температур ΔT. Для гибридной детали нужно учитывать различие расширения металла, композита и клеевого слоя.
Требования к ответной поверхности
Ресурс направляющей зависит не только от вставки, но и от поверхности, по которой она скользит. Ответная деталь должна иметь достаточную твердость, стабильную геометрию, контролируемую шероховатость и отсутствие острых кромок, задиров, окалины и абразивных включений.
Слишком грубая поверхность ускоряет износ композита, а чрезмерно гладкая может ухудшить удержание смазочной пленки, если узел работает в смазываемом режиме. Требуемую шероховатость, материал контртела и режим смазки назначают по испытаниям выбранной пары трения.
Контроль качества
Контроль качества направляющих с композитными вставками разделяют на входной, операционный и финальный. На входе проверяют материал основы, состояние композитных заготовок, клеевых составов и наполнителей. В процессе изготовления контролируют геометрию пазов, шероховатость, чистоту поверхности, режим отверждения, давление прижима и отсутствие видимых дефектов.
Финальный контроль включает размеры, прямолинейность, плоскостность, параллельность рабочих поверхностей, шероховатость, твердость или микротвердость, если этот показатель нужен, адгезию вставки, пористость, отсутствие расслоений, трещин и непроклеенных зон.
| Уровень контроля | Типовые операции | Когда применяют |
|---|---|---|
| Базовый производственный контроль | Размеры, прямолинейность, плоскостность, шероховатость, визуальный осмотр, контроль посадки и клеевого слоя | Для обычных направляющих скольжения с умеренными нагрузками и понятными условиями эксплуатации |
| Расширенный контроль | Испытание сцепления, микроскопия, проверка пористости, контроль пятна контакта, измерение коэффициента трения и износа | Для опытных партий, новых материалов, ремонта ответственных узлов и нестандартных сред |
| Контроль ответственных деталей | Ультразвуковой контроль, тепловизионная оценка неоднородностей, капиллярный контроль открытых трещин, ресурсные стендовые испытания | Для деталей с высокой ценой отказа, сложной геометрией или повышенными требованиями к ресурсу |
Ориентировочные значения коэффициента трения, износа или ресурса нельзя переносить между разными вставками без проверки. Результаты зависят от состава композита, ответного материала, шероховатости, давления, скорости, температуры, смазки и методики испытаний.
Дефекты композитных вставок и причины
Дефекты композитных вставок могут возникать как при изготовлении, так и в эксплуатации. Их анализ обычно связывают с подготовкой поверхности, режимом отверждения, геометрией паза, фактической нагрузкой и состоянием зоны скольжения.
| Дефект | Возможная причина | Как выявляют |
|---|---|---|
| Отслоение вставки | Плохая очистка металла, слабая адгезия, перегрев, ударная нагрузка | Визуальный осмотр, простукивание, ультразвуковой контроль, испытание сцепления |
| Пористость | Воздух в клее или композите, нарушение режима формования | Микроскопия, рентгеновский или ультразвуковой контроль |
| Ползучесть | Высокое давление, температура, длительная статическая нагрузка | Измерение деформации, проверка зазоров, стендовые испытания |
| Неравномерный износ | Перекос направляющей, неправильная приработка, загрязнение абразивом | Контроль пятна контакта, измерение профиля, анализ частиц износа |
| Набухание или растрескивание | Несовместимость со средой, влажность, старение матрицы | Измерение размеров, осмотр поверхности, испытания после выдержки в среде |
Монтаж и приработка
Монтаж направляющей должен исключать перекос, локальное поджатие и загрязнение рабочей поверхности. Перед вводом в работу проверяют зазоры, параллельность, прилегание, отсутствие выступающих кромок и соответствие смазки материалу вставки, если смазка предусмотрена.
Приработка нужна не для исправления грубых ошибок обработки, а для стабилизации реального контакта. Если уже в начале работы появляются перегрев, задир, неравномерный след или быстрое образование абразивной пыли, узел останавливают и проверяют геометрию, чистоту и нагрузку.
Преимущества и ограничения
Основные преимущества направляющих с композитными вставками связаны с управляемыми трибологическими свойствами: снижением трения, возможностью работы при ограниченной смазке, улучшенным демпфированием и меньшей склонностью к задиру по сравнению с неблагоприятной парой металл-металл. В некоторых узлах это помогает снизить шум, уменьшить загрязнение смазкой и повысить стабильность хода на малых скоростях.
Ограничения связаны с самой природой полимерной матрицы: она чувствительна к температуре, ползучести, старению, химической среде и абразивным частицам. При превышении допустимого PV-фактора возможен перегрев, размягчение, ускоренный износ и потеря геометрии. При ошибках монтажа вставка может работать не всей площадью, а локальными участками, что повышает контактное давление.
Когда применять и когда не применять
| Применять целесообразно | Применять нецелесообразно или только после испытаний |
|---|---|
| Нужны плавный ход, демпфирование и снижение трения в направляющей скольжения | Узел работает при температуре выше допустимой для выбранной матрицы |
| Смазка ограничена, нежелательна или может загрязнять рабочую зону | В зоне контакта постоянно присутствует сильный абразив без защиты и очистки |
| Металлическая основа нужна для жесткости, а рабочий слой должен быть антифрикционным | Есть частые ударные нагрузки, перекосы или кромочный контакт без конструктивной защиты |
| Требуется стойкость к коррозионной среде или снижение шума при умеренных нагрузках | Контактное давление, скорость или PV-фактор выше подтвержденных значений для материала |
Области применения
Такие направляющие применяют в станочных узлах скольжения, измерительном оборудовании, упаковочных и пищевых линиях, механизмах с ограниченной смазкой, чистых зонах, коррозионных средах и узлах, где важны плавность хода и демпфирование. В каждом случае решение оправдано только после проверки нагрузок, скорости, среды, допустимого износа и требований к точности.
Направляющие с композитными вставками не заменяют металлические направляющие или направляющие качения во всех узлах. Их обычно не выбирают для очень высоких температур, интенсивного абразивного загрязнения, жестких ударных режимов и ситуаций, где невозможно обеспечить правильную геометрию контакта и защиту рабочей поверхности.
Перспективные разработки могут включать датчики износа, температуры или вибрации, встроенные в направляющий узел. Для обычной инженерной практики это пока не заменяет расчет, испытания материала и регулярный контроль состояния рабочей поверхности.



