
Направляющие с переменной жесткостью применяют в прецизионных линейных системах, где нужно одновременно удержать точность, динамику и массу. В инженерной практике это задача управления профилем жесткости k(x) с проверкой технологичности и приемкой по измеряемым критериям.
- Требования переводят в целевую функцию k(x) и окна приемки.
- Выбирают механизм вариативности: геометрия, материал или структура.
- Проводят расчет: аналитика, затем МКЭ и стенд.
- Контроль качества направляющих включает геометрию, локальную жесткость и стабильность партии.
Область задачи и терминология
Под направляющей с переменной жесткостью понимают элемент, у которого по длине меняется EI(x)=E(x)·I(x). Жесткость линейных направляющих относится к конструкции, а твердость, к поверхностному слою и износу.
Локальная термообработка обычно меняет твердость и остаточные напряжения, но модуль упругости E для сталей меняется слабо, обычно в пределах нескольких процентов. Поэтому рост или падение EI чаще обеспечиваются геометрией I(x), а не «ростом E от закалки».
Требования к системе и целевая функция k(x)
Минимальный набор требований: нагрузка, прогиб, собственные частоты, точность позиционирования, ресурс, масса и бюджет. Для каждой зоны хода задают приоритет и целевой диапазон k(x).
Оценка локальной изгибной жесткости участка длиной L_e для предварительного профилирования.
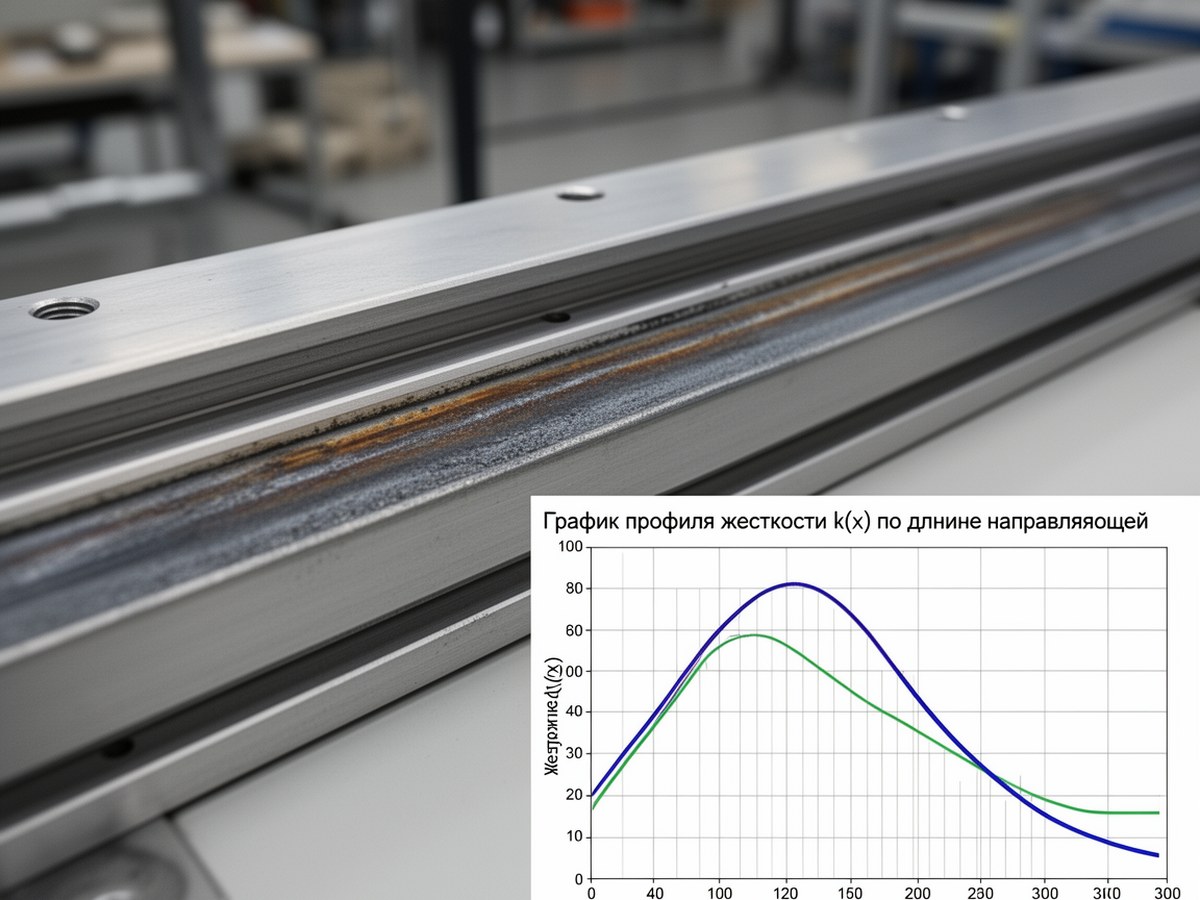
Профиль жесткости по длине
Поставить перед блоком про критерии приемки, чтобы связать требования с числовыми окнами.
Критерии приемки, допуски и шероховатость
Ниже приведены типовые окна для прецизионных линейных систем, это ориентиры для ТЗ и ОТК, которые затем уточняют в КД под конкретный узел.
| Тип/длина | Класс | Прямолинейность базы | Параллельность дорожек | Ra рабочих дорожек | Окно по k(x) |
|---|---|---|---|---|---|
| Шариковая/роликовая, L ≤ 600 мм | Высокий | 3–6 мкм/500 мм | 4–8 мкм/500 мм | 0.10–0.25 мкм | ±7% от целевого профиля |
| Шариковая/роликовая, 600 < L ≤ 1500 мм | Средний | 8–16 мкм/1000 мм | 10–20 мкм/1000 мм | 0.20–0.40 мкм | ±10% |
| Скользящая прецизионная, L ≤ 1500 мм | Высокий | 5–12 мкм/1000 мм | 6–15 мкм/1000 мм | 0.20–0.50 мкм | ±8% |
Рекомендуемые приемочные пороги системы: первая собственная частота f1 не ниже 95% расчетной, расхождение «МКЭ-стенд» по прогибу не более 10%, межпартийный разброс по k(x) не более 12% (3σ) в контрольных сечениях.
Расчетная модель и верификация МКЭ направляющих
Базовое уравнение для первичной оценки формы прогиба и чувствительности к EI(x).
Минимальная спецификация модели МКЭ: геометрия с переходными зонами, карта E(x)/I(x), контакт каретка-направляющая, реальные базы крепления, нагрузочные сценарии, критерий сходимости по прогибу и напряжениям (<5% при сгущении сетки).
Шаблон корреляции аналитика → МКЭ → стенд: допустимое расхождение аналитики и МКЭ по прогибу до 15%, МКЭ и стенда по прогибу до 10%, по f1 до 5%. При выходе за окно корректируют контактную жесткость, граничные условия и остаточные напряжения в модели.
Выбор технологии изготовления
| Маршрут | Диапазон вариации EI | Точность/повторяемость | Себестоимость | Ремонтопригодность | Когда применять |
|---|---|---|---|---|---|
| Геометрическая вариативность + классическая мехобработка | Средний–высокий | Высокая/высокая | Низкая–средняя | Высокая | Малая и средняя серия, акцент на стабильность |
| Локальная ТО + финиш | Низкий–средний | Высокая/высокая | Средняя | Высокая | Серийные изделия с требованиями к износу |
| FGM или аддитив + мехобработка | Высокий | Средняя/средняя | Высокая | Средняя–низкая | Прототипы и сложные профили k(x) |
Мини-чеклист выбора: 1) нужен ли широкий диапазон k(x); 2) какой класс точности поверхности; 3) объем выпуска; 4) допустим ли сложный ремонт; 5) целевой риск по короблению.
Производственные риски и FMEA-lite
| Отказ/дефект | Типовая причина | Признак | Обнаружение | Контрмера |
|---|---|---|---|---|
| Коробление после ТО | Неравномерный нагрев/охлаждение, высокий градиент | Рост прямолинейности вне допуска после цикла | КИМ, контроль после стабилизации | Симметричный цикл, промежуточная релаксация, переразвод припусков |
| Трещины переходных зон | Резкий градиент твердости, концентратор формы | Сигнал НК, локальные выкрашивания | Капиллярный/вихретоковый/УЗК | Сглаживание перехода, снижение пиковой энергии ТО |
| Уход баз после снятия припуска | Высокие остаточные напряжения заготовки | Смещение баз между операциями | Переустановочный контроль, карты SPC | Черновая разгрузка + вылеживание + повторное базирование |
| Локальный провал k(x) | Нестабильная структура или отклонение толщины | Податливость выше нормы в контрольной зоне | Стенд локального нагружения | Коррекция режима процесса и допусков на сечение |
Компактный пример верификации
Условно: направляющая L=900 мм, целевой пик k(x) в рабочей зоне +25% к краям. После изготовления измеренный профиль k(x) в 5 сечениях находится в пределах ±8% от цели, f1=312 Гц при расчетных 325 Гц (−4.0%), прямолинейность 7 мкм/500 мм при допуске 8 мкм/500 мм. Изделие проходит приемку.
Практический вывод: изготовление направляющих с переменной жесткостью считают успешным, когда одновременно выдержаны допуски и шероховатость направляющих, окно по k(x), частотные критерии и межпартийная стабильность.



