
Трапецеидальная передача (винт-гайка) служит базовым механизмом для преобразования вращательного движения в поступательное. В отличие от шарико-винтовых передач с трением качения, трапецеидальные винты работают в условиях трения скольжения. Такой режим требует качественного смазочного материала, контроля температуры и защиты рабочих поверхностей от абразивного износа.
- Анализ режимов работы: влияние скорости скольжения и удельных нагрузок на ресурс.
- Подбор смазочных материалов: кинематическая вязкость, классы NLGI и совместимость с полимерами.
- Методология контроля: измерение осевого люфта и расчет критического износа.
- Регламент ТО: чек-листы для ежедневного и периодического обслуживания.
Основы эксплуатации трапецеидальных передач
Ресурс винтовой пары скольжения зависит от удельного давления в зоне контакта резьбы, скорости скольжения и эффективности отвода тепла. Если превысить допустимое значение фактора pV (произведение давления на скорость), масляная пленка рвется. Начинается сухое трение, перегрев и микросхватывание поверхностей.
Для защиты узла от поломок нужно поддерживать режим граничного или гидродинамического трения. Смазочный слой регулярно обновляют, чтобы он разделял металлические детали и отводил тепло. Дополнительно смазка защищает металл от коррозии.
Выбор смазочного материала
Смазку трапецеидальных винтов подбирают с учетом материалов пары трения, температурного диапазона и агрессивности среды. Универсальные бытовые составы для промышленного оборудования не подходят.
Влияние материалов пары трения
Материалы винта и гайки ограничивают выбор применяемых составов:
Классическая тяжелонагруженная пара. Требует смазок с противозадирными (EP) присадками. Бронза хорошо удерживает масляную пленку, но при высоких нагрузках без должного смазывания пластически деформируется.
Работает с низким коэффициентом трения. Минеральные масла с агрессивными присадками применять нельзя, от них пластик набухает и трескается. Оптимальны силиконовые или синтетические составы (ПАО).
Консистентные смазки и масла
Стандартом для промышленности служат пластичные смазки на основе литиевого или кальциевого комплекса с классом консистенции NLGI 2. Кинематическая вязкость базового масла при 40 °C составляет от 100 до 460 мм²/с. Чем ниже скорость вращения, тем выше требуемая вязкость.
Жидкие индустриальные масла (вязкость ISO VG 68–220) заливают в закрытые системы с циркуляционной смазкой. Их также применяют при высоких скоростях перемещения, когда пластичный состав сбрасывается центробежной силой.
Твердые смазочные материалы
Там, где жидкие или пластичные смазки не работают (глубокий вакуум, температуры выше +250 °C или ниже -50 °C, обилие абразивной пыли), используют твердые составы. Дисульфид молибдена (MoS₂) и мелкодисперсный графит формируют на металле прочную антифрикционную пленку. Она выдерживает высокие контактные напряжения.
| Тип смазочного материала | Температурный диапазон | Пара трения | Рекомендуемые условия применения |
|---|---|---|---|
| Литиевая комплексная (NLGI 2, EP) | -30 °C ... +140 °C | Сталь-Бронза, Сталь-Чугун | Стандартные промышленные приводы, средние скорости. |
| Силиконовая / ПАО (NLGI 1-2) | -40 °C ... +180 °C | Сталь-Полимер | Пищевая промышленность, точная механика, 3D-печать. |
| Масло индустриальное (ISO VG 150) | -10 °C ... +90 °C | Сталь-Бронза | Высокоскоростные передачи, централизованные системы. |
| Пасты с MoS₂ / Графитом | -180 °C ... +450 °C | Сталь-Сталь, Сталь-Бронза | Экстремальные температуры, вакуум, высокие статические нагрузки. |
Контроль износа и допустимые зазоры
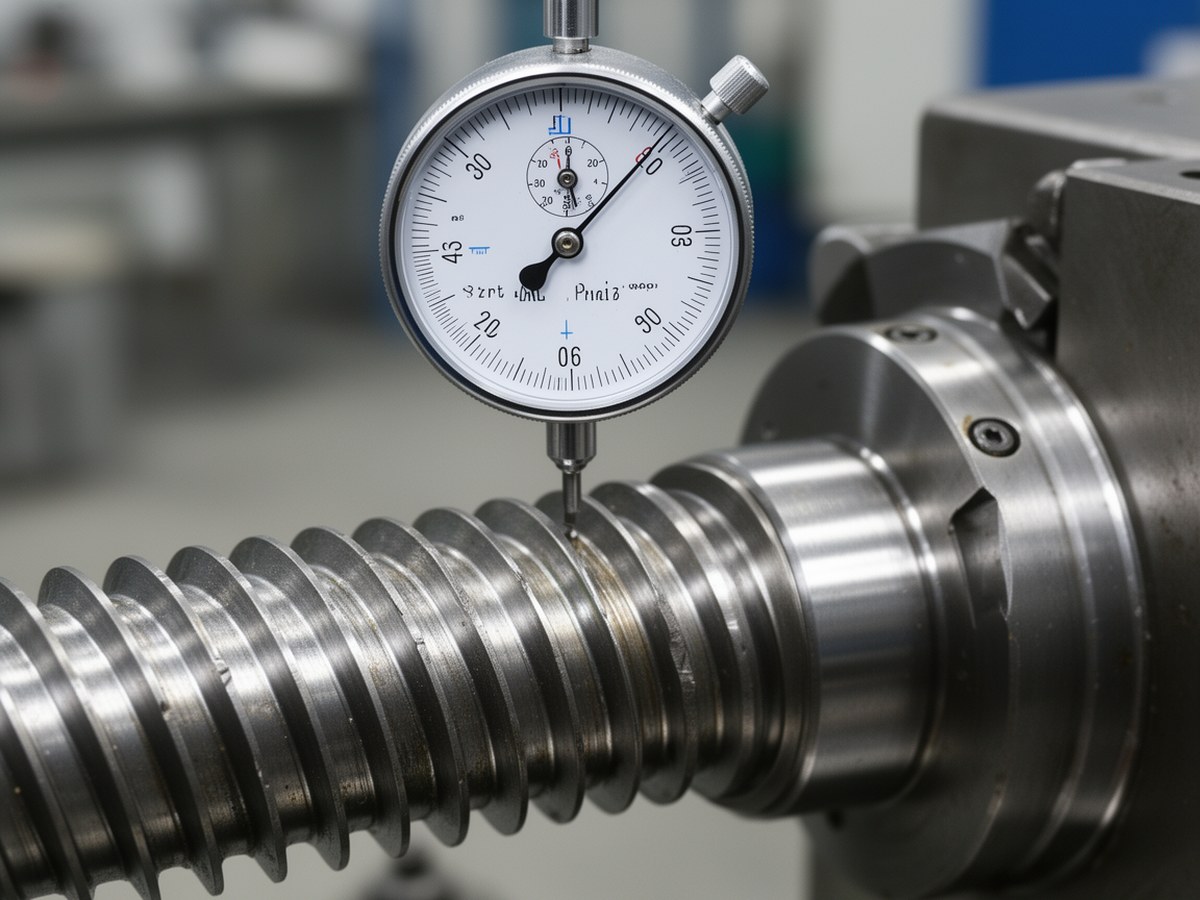
Износ профиля резьбы увеличивает осевой зазор (люфт), снижает точность позиционирования и вызывает ударные нагрузки при реверсе. Зазор контролируют индикатором часового типа (ИЧ). Прибор устанавливают на суппорте или перемещаемом узле и прикладывают знакопеременное осевое усилие.
Предельный износ зависит от шага резьбы. В машиностроении максимальный осевой зазор ограничен 25% от шага. Формула для расчета:
В этой формуле Δ_{max} обозначает предельно допустимый осевой люфт в миллиметрах, а P задает шаг трапецеидальной резьбы.
При достижении этого значения гайку обязательно меняют, так как она выступает более мягким элементом пары. Если износ зафиксирован на винте, замене подлежит вся винтовая пара.
Измерение износа
Точный контроль зазора позволяет вовремя заменить изношенную гайку.
Регламент технического обслуживания
Регулярное обслуживание предотвращает быстрый абразивный износ. График ТО адаптируют под условия конкретного цеха. Базовая схема включает три уровня контроля.
- Визуальный осмотр на наличие стружки и пыли.
- Проверка наличия смазочной пленки на винте.
- Акустический контроль (отсутствие скрипов и скрежета).
- Очистка винта от отработанной смазки безворсовой ветошью.
- Нанесение свежей смазки (шприцевание через пресс-масленку гайки).
- Проверка целостности гофрозащиты и грязесъемников.
- Измерение осевого зазора индикатором.
- Полная промывка узла растворителем.
- Замена уплотнений и скребков.
- Проверка геометрии винта на прогиб.
Защита от загрязнений и консервация
Абразив в виде металлической стружки или кварцевой пыли превращает смазку в притирочную пасту. Такая смесь уничтожает бронзовую гайку за десятки часов работы. Метод защиты выбирают исходя из кинематики станка.
| Тип защиты | Конструкция | Преимущества и ограничения |
|---|---|---|
| Гофрированные чехлы (сильфоны) | Эластичная гармошка из полиуретана или кевлара. | Герметичная защита от пыли и брызг. Ограничивают полезный ход винта из-за длины в сжатом состоянии. |
| Телескопические пружинные кожухи | Набор стальных витых лент. | Отличная защита от горячей стружки и ударов. Требуют регулярной очистки и смазки самих витков. |
| Грязесъемники (скребки) | Полимерные кольца, установленные в торцах гайки. | Компактность. Не защищают сам винт, только предотвращают попадание грязи внутрь гайки. |
При выводе оборудования в резерв или складском хранении запасных винтов нужна консервация. Детали промывают и сушат, после чего покрывают антикоррозионной смазкой (ПВК). Длинномерные винты хранят вертикально в подвешенном состоянии или в специальных ложементах. Это предотвращает пластический прогиб под собственным весом. Оптимальная температура составляет +5...+40 °C при влажности до 65%.



