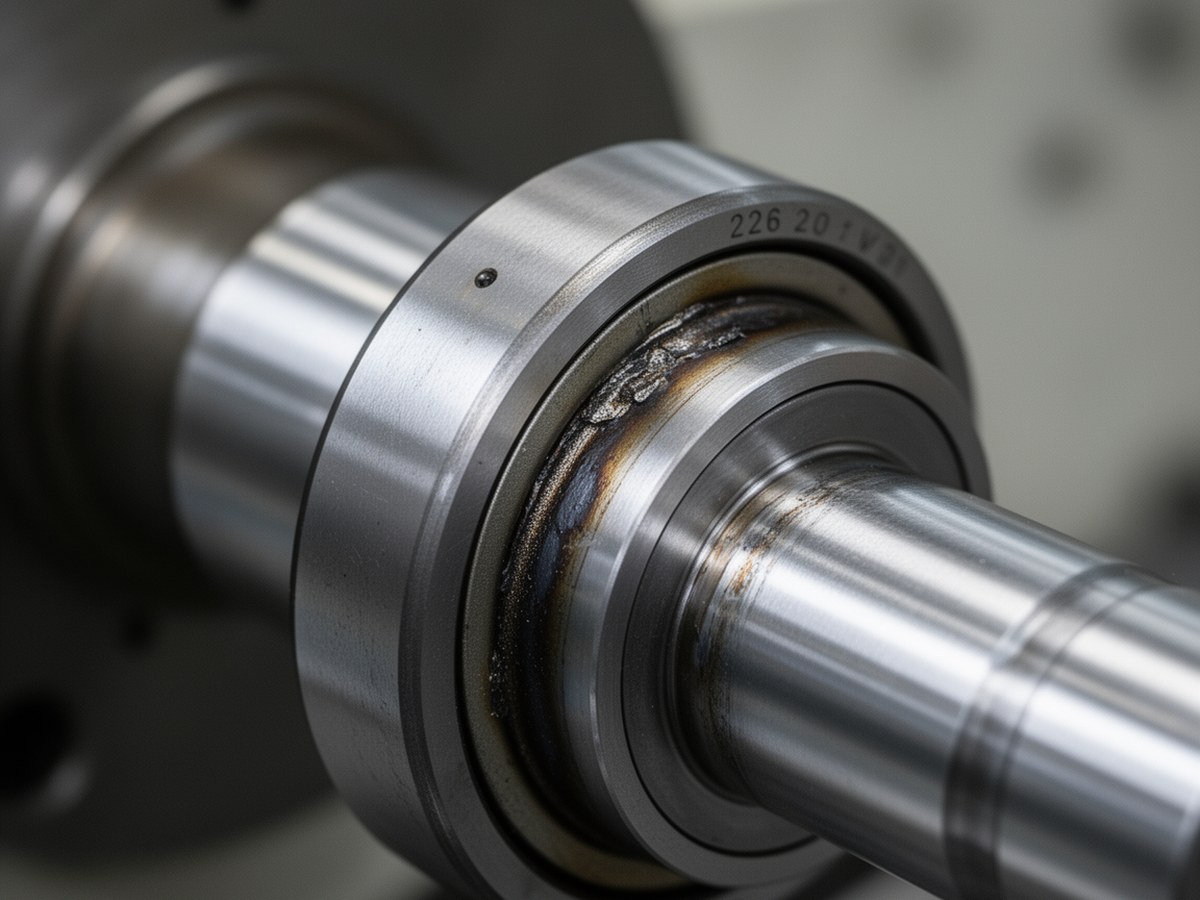
Посадка подшипника на вал определяет ресурс узла так же сильно, как и выбор серии подшипника. Ошибка в посадке приводит к провороту кольца, фреттингу, перегреву и раннему износу.
Коротко главное
- Кольцо с циркуляционной или ударной нагрузкой сажают с натягом, чтобы исключить проворот.
- Скользящую посадку применяют в плавающей опоре только при подтвержденном отсутствии проворота.
- Поля допусков выбирают с учетом класса зазора подшипника (CN/C3/C4), материалов и теплового режима.
- Монтажное усилие передают только через устанавливаемое кольцо, а не через тела качения.
- После сборки проверяют зазор, биение, вибрацию, температуру и оформляют протокол измерений.
Что решает посадка в узле
Задача посадки, удержать кольцо от относительного сдвига на посадочном месте и сохранить рабочий радиальный зазор после сборки. Для этого сначала выбирают схему опор: фиксирующая опора задает осевое положение вала, плавающая компенсирует тепловое удлинение.
Из этой схемы следует практическое правило: нагруженное кольцо фиксируют плотнее, а кольцу плавающей опоры оставляют контролируемое осевое смещение.
Типы посадок
| Тип | Применение | Ошибка и последствие |
|---|---|---|
| Посадка с зазором (скользящая) | Плавающая опора, разборные узлы, осевое смещение | Проворот кольца и фреттинг при недооценке нагрузки |
| Переходная | Умеренные нагрузки, точное центрирование | Нестабильная работа при нагреве и вибрации |
| С натягом | Циркуляционная нагрузка, вибрация, ударные режимы | Падение зазора и перегрев при избыточном натяге |
Алгоритм выбора посадки по шагам
- Определите, какое кольцо вращается относительно нагрузки.
- Оцените характер нагрузки: постоянная, переменная, ударная.
- Проверьте температурный режим и разницу коэффициентов расширения материалов.
- Решите, нужна ли плавающая опора и осевое смещение.
- Назначьте тип посадки (зазорная, переходная, с натягом).
- Выберите поле допуска для вала и корпуса, затем проверьте по каталогу конкретного подшипника.
Схема принятия решения по посадке
Разместить сразу после алгоритма, до таблицы по скользящим посадкам.
Скользящая посадка, допуски и границы применения
Для плавающих опор применяют зазорные сочетания, которые позволяют монтировать без запрессовки и допускают осевое перемещение кольца.
| Сопряжение | Типовые поля | Где применять | Граница применения |
|---|---|---|---|
| Наружное кольцо, корпус | H7/g6 | Плавающая опора, умеренная нагрузка | Не для ударного режима без доп. фиксации |
| Наружное кольцо, корпус | H7/h6 | Низкая вибрация, частый демонтаж | Риск микроперемещений при росте вибрации |
| Внутреннее кольцо, вал | h6/g6 | Локальная нагрузка, малый момент | Только после проверки на отсутствие проворота |
Если режим становится переменным или ударным, скользящую посадку на нагруженном кольце заменяют переходной или посадкой с натягом.
Рекомендуемые поля допусков для типовых случаев
Ниже приведены стартовые значения для предварительного выбора. Окончательную посадку уточняют по классу зазора подшипника (CN/C3/C4 и др.), материалу вала и корпуса, рабочей температуре и каталогу производителя подшипника.
| Условие | Вал | Корпус |
|---|---|---|
| Внутреннее кольцо под циркуляционной нагрузкой | k5, m5 | H7 |
| Внутреннее кольцо, ударная/вибрационная нагрузка | m6, n6 | H7, J7 |
| Наружное кольцо под циркуляционной нагрузкой | h6, j6 | K7, M7 |
| Плавающая опора | k5 или m5 | H7/g6 или H7/h6 |
Место под подшипник на валу: требования к шейке
До монтажа контролируют диаметр в нескольких сечениях, овальность, конусность, радиальное биение, шероховатость и чистоту поверхности. Для большинства промышленных узлов на посадочной шейке применяют Ra 0,32–1,25 мкм.
Переходный радиус шейки должен быть меньше монтажной фаски кольца. Иначе кольцо не садится в упор, возникает перекос и локальный нагрев.
Методы монтажа и температурные пределы
- Холодный монтаж: малые натяги и небольшие диаметры, с оправкой по устанавливаемому кольцу.
- Термомонтаж: средние и большие натяги; рабочий диапазон нагрева кольца 80–110 °C.
- Прессовая посадка: плотные натяги, контроль усилия и хода, без ударных нагрузок по кольцам.
Без отдельного допуска производителя предел нагрева обычно принимают 120 °C. Превышение температуры повышает риск изменения структуры стали, деградации смазки и повреждения уплотнений.
Обязательное правило: при установке на вал усилие передают через внутреннее кольцо, при установке в корпус, через наружное. Передача через тела качения недопустима.
Упорные и игольчатые подшипники: что меняется
Упорные: критична соосность опорных торцов и чистота осевой нагрузки, перекос быстро повышает температуру и шум.
Игольчатые: посадка под игольчатый подшипник чувствительна к овальности и волнистости из-за тонкостенных колец, поэтому требования к геометрии посадочного места жестче.
Контроль после сборки: критерии приемки
| Параметр | Критерий приемки | Признак брака |
|---|---|---|
| Рост температуры на пуске | ΔT ≤ 25 °C после стабилизации | Устойчивый рост без стабилизации |
| Абсолютная температура корпуса/наружного кольца | ≤ 80 °C для стандартной литиевой смазки | Выше лимита для примененной смазки |
| Виброскорость RMS (10–1000 Гц) | ≤ 2,8 мм/с для общепромышленных приводов | Рост тренда или превышение порога |
| Радиальное биение узла | ≤ 0,02 мм для малых и средних диаметров | Выше допуска чертежа |
| Остаточный радиальный зазор | В пределах класса выбранного подшипника | Выход за нижнюю/верхнюю границу класса |
Минимальные расчеты при монтаже
Натяг: Δ = dвала − dотв, мм.
Терморасширение кольца: Δd = α·d·ΔT, где α для подшипниковой стали ≈ 11,5×10−6 1/°C.
Остаточный зазор: Cост = Cнач − ΔCпосадки. Для натягов проверяют, чтобы Cост оставался в рабочем диапазоне класса.
Нормативные документы и применение
- ГОСТ 3325-85, посадки подшипников качения и поля допусков.
- ГОСТ 25346-2013 (ISO 286-1:2010), система допусков и посадок, основные положения.
- ГОСТ 25347-2013 (ISO 286-2:2010), ряды допусков и предельные отклонения.
- Каталог и монтажные инструкции конкретного производителя подшипника, обязательный финальный шаг проверки.
Практика применения простая: сначала определяют режим работы узла, затем выбирают тип посадки, после этого проверяют решение по ГОСТ и уточняют его по каталожным данным выбранной серии подшипника.