Прецизионные валы в инженерной практике оценивают не по общему слову «прецизионный», а по численным требованиям: допуски размеров (квалитет IT), допуски формы и допуски расположения (круглость, цилиндричность, радиальное и торцевое биение, соосность), шероховатость (Ra, Rz), твердость после термообработки, класс балансировки и подтвержденный контроль. Ниже приведен компактный справочник, который связывает стандарты ГОСТ и ISO с назначением в чертеже и проверкой на производстве.
- Обязательное: только то, что зафиксировано в КД, ТУ, договоре и применимых НД.
- Типовое: отраслевые диапазоны и практики, если они не противоречат КД/ТУ.
- Ключ к качеству: согласованная система GPS, единые базы, методика измерений и правило приемки.
Область применения и как читать этот справочник
Материал относится к цилиндрическим и ступенчатым валам общего и повышенного класса точности, включая подшипниковые шейки, посадочные места муфт и высокоскоростные участки. Для специальных изделий (шпиндели сверхвысоких скоростей, авиационные роторы, медицинские приводы) действуют дополнительные отраслевые нормы.
Обязательные требования задаются конструкторской документацией, техническими условиями и договором. Рекомендуемые значения в таблицах ниже применяют как отправную точку при отсутствии более жестких требований.
Нормативная база: ISO GPS, ГОСТ и ЕСКД
В практике удобно опираться на GPS-подход: ISO 8015 задает фундаментальные правила интерпретации, ISO 1101 описывает геометрические допуски, ISO 286 определяет систему допусков и посадок. Для шероховатости используют ISO 1302 и серию ISO 21920, но в РФ-практике обязательность определяется тем, что прямо указано в КД/ТУ/договоре и действующих ГОСТ, принятых на предприятии. Для обозначений в чертежах применяют требования ЕСКД.
| Документ | Что регулирует | Применимость к валам | Статус |
|---|---|---|---|
| ISO 8015 | Правила GPS, принцип независимости | Интерпретация всех допусков на вал | Базовый |
| ISO 286-1/2 | Поля допусков, квалитет IT, посадки вал-отверстие | Назначение размера шеек и посадок | Базовый |
| ISO 1101 | Геометрические допуски (форма/расположение/биение) | Круглость, цилиндричность, соосность, биение | Базовый |
| ГОСТ 24643-81 | Числовые значения допусков формы и расположения | Выбор величин допусков при назначении | Справочно-нормативный |
| ГОСТ 2.308 (ЕСКД) | Правила указания допусков в чертежах | Оформление КД | Обязателен в ЕСКД-контуре |
| ISO 1302, ISO 21920 и действующие ГОСТ по шероховатости | Обозначение и параметры шероховатости | Требования к Ra, Rz и направлению рисок | Применять по КД/ТУ и актуальной редакции НД |
| ISO 1940-1 | Классы балансировки G | Вращающиеся валы и роторы | Базовый для балансировки |
Важно: ГОСТ 24643-81 дает числовые допуски формы/расположения, но не заменяет правила их назначения и указания в КД.
Размерные допуски и посадки вал-отверстие
Квалитет IT относится только к размерному допуску. Он не равен «классу точности» процесса и не покрывает геометрию автоматически. Для валов обычно выбирают систему отверстия (например, H7) и подбирают поле допуска вала под функцию соединения.
Расчет предельных размеров по полю допуска:
D_max = D_nom + ES, D_min = D_nom + EI
d_max = d_nom + es, d_min = d_nom + ei
| Сопряжение | Тип посадки | Типовое сочетание | Комментарий |
|---|---|---|---|
| Подшипник качения, внутреннее кольцо на валу | Переходная/натяг | H7/k6, H7/m6 | Для переменных нагрузок чаще увеличивают натяг |
| Подшипник, легкий режим и удобство монтажа | Переходная | H7/j6 | Компромисс между центровкой и разборкой |
| Муфта с шпонкой, стандартная передача момента | Переходная/зазорная | H7/h6, H7/js6 | Точность центрирования задают отдельно биением |
| Съемный шкив/звездочка | Зазорная | H7/g6 | Приоритет монтажу и обслуживанию |
| Высокоточная втулка на шейке | Малая переходная | H6/js5, H6/k5 | Требует жесткого контроля формы и шероховатости |
Что проверить в КД: номинал, поле допуска, квалитет IT, температурные условия сборки и наличие требований к геометрии на той же поверхности.
Геометрические допуски валов
Для валов критичны: круглость, цилиндричность, радиальное/торцевое биение, соосность шеек и базирование при измерении. Допуск размера не ограничивает эти параметры автоматически, если они отдельно не заданы.
Круглость
Контролирует форму поперечного сечения. Важна для подшипниковых шеек и уплотнений.
Цилиндричность
Учитывает отклонения по всей длине поверхности, включая конусность и бочкообразность.
Биение
Радиальное и торцевое биение связывают поверхность с базой вращения и напрямую влияют на вибрацию узла.
Соосность
Критична для ступенчатых валов и пар опор, особенно при высоких оборотах.
Что проверить в КД: явно заданные базы, знак и величина геометрического допуска, участок измерения, состояние детали (после ТО/после финиша).
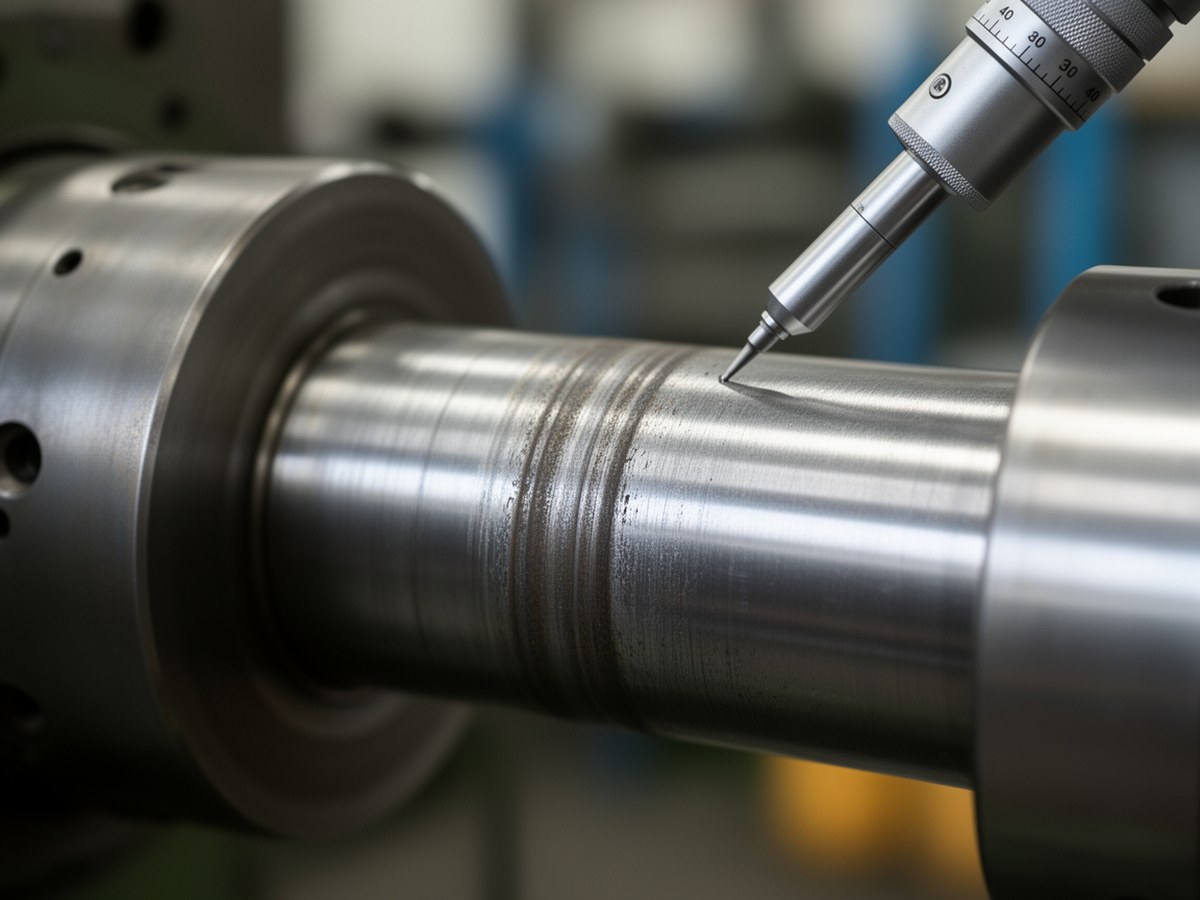
Контроль формы поверхности
Иллюстрация измерения круглости помогает связать требования чертежа с реальной операцией контроля.
Шероховатость и финишная обработка
Ra достаточно для многих посадочных поверхностей, но для нагруженных и высокоскоростных зон часто добавляют Rz и направление рисок. После шлифования и суперфиниша параметры поверхности влияют на износ, шум и ресурс подшипников.
| Метод финиша | Типовой диапазон Ra, мкм | Типовой диапазон Rz, мкм | Примечание |
|---|---|---|---|
| Тонкое шлифование | 0,20-0,63 | 1,2-4,0 | Базовый вариант для большинства шеек |
| Суперфиниширование | 0,05-0,20 | 0,4-1,6 | Для снижения трения и контактной усталости |
| Доводка/хон | 0,02-0,10 | 0,2-1,0 | Для высокоточных узлов и стабильного масляного слоя |
Что проверить в КД: параметр (Ra/Rz), базовая длина оценки, направление рисок, зона поверхности, метод контроля профилометром.
Материал, термообработка и размерная стабильность
Материал и термообработка влияют на достижимые допуски не меньше станка. Для закаливаемых сталей после твердой обработки обычно вводят стабилизацию и контроль деформации. Для нержавеющих и аустенитных сталей учитывают повышенную склонность к остаточным напряжениям после мехобработки.
Типовая цепочка: черновая обработка → предварительное снятие напряжений → чистовая обработка → закалка/отпуск (или иной режим) → стабилизация при необходимости → окончательный финиш и контроль.
Что проверить в КД/ТУ: марку материала, режим ТО, твердость (единицы HRC/HV), глубину слоя, допустимую деформацию после ТО и этап, на котором выполняют финальный размерный контроль.
Балансировка вращающихся валов
Балансировка не заменяет геометрическую точность, но дополняет ее. Для быстроходных валов класс G по ISO 1940-1 задают вместе с требованиями к биению и соосности.
Оценка допустимого эксцентриситета остаточного дисбаланса:
e_per (мкм) = 9549 × G / n
где G — класс балансировки (мм/с), n — частота вращения (об/мин).
Связь с удельным дисбалансом:
U_per (г·мм/кг) = e_per (мкм) при использовании единиц ISO 1940-1.
Для ротора массой m (кг): U = U_per × m (г·мм).
| Класс G | Типовая область применения | Комментарий по контролю |
|---|---|---|
| G 0.4 | Прецизионные шпиндельные узлы | Контроль в сборочном состоянии ротора |
| G 1.0 | Высокоскоростные роторы общего назначения | Часто достаточно 1-2 плоскостей коррекции |
| G 2.5 | Приводные и карданные валы | Типовой промышленный уровень |
| G 6.3 | Низко- и среднескоростные узлы | Применять только при некритичной вибрации |
Что проверить в КД: заданный класс G, рабочую скорость, конфигурацию ротора при балансировке и критерий остаточного дисбаланса после корректировок.
Контроль качества: измерения, НК и правило приемки
Практический маршрут контроля: входной материал → промежуточный размерный контроль после мехобработки → контроль после ТО → финишный размер/геометрия/шероховатость → НК по рискам дефектов → балансировка (для вращающихся изделий) → финальная приемка.
| Метод | Что выявляет | Ограничения | Типовой этап |
|---|---|---|---|
| Кругломер/КИМ | Круглость, цилиндричность, соосность, радиальное и торцевое биение | Требует стабильного базирования при измерении и температуры | После финиша |
| Профилометр | Ra, Rz и профиль поверхности | Чувствителен к направлению трассы и фильтрации | После шлифования/суперфиниша |
| УЗК | Внутренние дефекты объема | Зависит от геометрии и структуры материала | После ТО или перед финишем |
| Магнитопорошковый | Поверхностные и подповерхностные трещины (ферромагнитные стали) | Не применим к немагнитным материалам | После шлифования, до покрытия |
| Вихретоковый | Поверхностные дефекты, изменение структуры слоя | Небольшая глубина контроля | Финишный контроль поверхности |
| Капиллярный | Открытые поверхностные трещины | Требует чистой поверхности | Локально, при спорных зонах |
Правило пригодности результата измерения (упрощенно):
если x + U ≤ USL и x - U ≥ LSL, результат принимают как годный
если интервал [x-U; x+U] пересекает границу допуска, применяют правило принятия решений на границе допуска (guard band)
Где U — расширенная неопределенность измерений. Конкретное правило приемки должно быть документально закреплено (например, по ISO 14253-1 или внутреннему регламенту предприятия).
Что проверить в плане контроля: неопределенность измерений, температурные условия, прослеживаемость эталонов и единое правило решения на границе допуска.
Выбор уровня точности по функции узла
Низкие скорости, общепром
IT7-IT8, умеренные требования к биению и Ra 0,8-1,6 мкм, балансировка по необходимости.
Средние скорости, приводные узлы
IT6-IT7, контроль соосности и биения на опорных шейках, Ra 0,4-0,8 мкм, класс G обычно 2.5-6.3.
Высокие скорости, прецизионные опоры
IT5-IT6 (иногда выше), жесткие допуски формы, Ra 0,1-0,4 мкм, балансировка G 0.4-1.0.
Практический принцип: повышать точность только там, где это влияет на функцию узла. Избыточно жесткие допуски быстро увеличивают стоимость изготовления и риск брака.
Типовые дефекты и причины брака
| Дефект | Вероятная причина | Корректирующее действие |
|---|---|---|
| Овальность после шлифования | Нестабильное базирование, износ круга | Перенастройка центров, правка круга, контроль жесткости |
| Конусность шейки | Тепловой дрейф, неверная подача | Термостабилизация, корректировка режимов |
| Прижоги и микротрещины | Перегрев при шлифовании | Снижение тепловой нагрузки, контроль СОЖ, НК поверхности |
| Выход Ra/Rz за допуск | Неподходящий абразив, вибрация | Смена круга/ленты, балансировка шпинделя, суперфиниш |
| Рост биения после ТО | Деформации и остаточные напряжения | Промежуточная стабилизация, перенос финальной обработки после ТО |
| Избыточная вибрация в эксплуатации | Недостаточная балансировка или несоосность сборки | Проверка класса G, повторная балансировка в рабочей конфигурации |
Итог для практики: требования к прецизионным валам должны задаваться как единая система, где стандарты ГОСТ и ISO дополняют друг друга, а контроль подтверждает пригодность изделия с учетом реальной погрешности измерений.