
Коротко главное
- Технологии изготовления цилиндрических и профильных подшипников различаются на этапах профилирования дорожек качения.
- Для дорожек качения преимущественно используются стали ШХ15 и 18ХГТ, для коррозионностойких исполнений — 440C.
- Индукционная закалка (ТВЧ) обеспечивает высокую твердость поверхности (58–64 HRC) при сохранении вязкой сердцевины.
- Класс точности подшипника определяет выбор финишных операций: от тонкого шлифования до суперфиниширования.
Производство линейных подшипников представляет собой многоступенчатый технологический процесс, объединяющий заготовительное производство, прецизионную механическую обработку, направленное термическое упрочнение и строгий метрологический контроль. От качества выполнения каждой операции зависят кинематическая точность, грузоподъемность и ресурс системы линейного перемещения. Технологические маршруты проектируются с учетом конструктивного типа подшипника и условий его будущей эксплуатации.
Конструктивные типы и специфика производства
Технологические процессы изготовления линейных подшипников принципиально разделяются в зависимости от их кинематической схемы и геометрии контакта. Основные отличия проявляются на этапах формирования дорожек качения и термической обработки.
Цилиндрические линейные подшипники (втулки)
Предназначены для работы с гладкими цилиндрическими валами. Производственный цикл фокусируется на изготовлении тонкостенной наружной гильзы методом глубокой вытяжки или точения, а также на высокоточном литье полимерного сепаратора. Дорожки качения формируются на внутренних стальных пластинах, которые подвергаются штамповке, закалке и бесцентровому шлифованию.
Профильные рельсовые направляющие
Обеспечивают высокую жесткость за счет сложного профиля контакта (готический свод или круговой профиль). Производство каретки (блока) требует прецизионного фрезерования и профильного шлифования четырех или более замкнутых контуров циркуляции шариков или роликов. Рельсы изготавливаются из цельнотянутого профиля с последующей индукционной закалкой зон контакта.
Материалы деталей линейных подшипников
Выбор материалов линейных подшипников определяет их несущую способность, температурный диапазон и коррозионную стойкость. Базовым требованием к сталям для тел и дорожек качения является высокая контактная выносливость и прокаливаемость.
Стали для тел и дорожек качения
| Марка стали (ГОСТ) | Аналог (AISI/DIN) | Твердость (HRC) | Назначение и особенности применения |
|---|---|---|---|
| ШХ15 | 52100 / 100Cr6 | 60–64 | Стандартные шарики, ролики и рельсы. Высокая износостойкость и контактная прочность. |
| 18ХГТ | 5120 / 17CrNi6-6 | 58–62 (поверхность) | Высоконагруженные направляющие. Применяется с цементацией для ударных нагрузок. |
| 95Х18 | 440C / X105CrMo17 | 56–60 | Коррозионностойкие исполнения для пищевой, медицинской и химической промышленности. |
| Керамика (Si3N4) | - | >75 | Тела качения для экстремальных скоростей, вакуума и агрессивных сред (гибридные подшипники). |
Материалы сепараторов и уплотнений
Сепараторы отвечают за равномерное распределение тел качения и предотвращение их взаимного трения, а уплотнения защищают внутреннюю полость от абразива и удерживают смазку.
| Элемент | Материал | Рабочая температура (°C) | Характеристики |
|---|---|---|---|
| Сепаратор | Полиамид (PA66) | -20 ... +80 | Низкий уровень шума, малый вес, стандартное применение. |
| Сепаратор | PEEK | -60 ... +250 | Высокая химическая стойкость, применение в вакууме и при нагреве. |
| Сепаратор | Латунь / Сталь | -150 ... +300 | Высокие механические нагрузки, экстремальные температуры. |
| Уплотнение | NBR (Нитрильный каучук) | -30 ... +100 | Хорошая стойкость к минеральным маслам, базовый вариант. |
| Уплотнение | FKM (Фторкаучук / Viton) | -20 ... +200 | Отличная стойкость к агрессивным СОЖ и высоким температурам. |
Заготовительное производство и предварительная обработка
Процесс начинается с входного контроля металлопроката (спектральный анализ химического состава и проверка микроструктуры). Для цилиндрических валов и профильных рельсов заготовки нарезаются на ленточнопильных станках с припуском на последующую обработку.
Предварительная механическая обработка включает точение (для валов) или фрезерование (для рельсов и кареток). На этом этапе формируются базовые поверхности и технологические базы. Для профильных направляющих критически важно предварительное фрезерование крепежных отверстий и черновое профилирование дорожек качения с оставлением припуска 0.3–0.5 мм под термическую и финишную обработку.
Термическая и химико-термическая обработка
Термообработка формирует требуемые физико-механические свойства деталей. Для линейных направляющих и валов наиболее распространенным методом является индукционная закалка токами высокой частоты (ТВЧ).
Особенность закалки ТВЧ: Процесс позволяет нагревать и закаливать только поверхностный слой металла (дорожки качения) на глубину 1.5–3.0 мм. Это обеспечивает высокую твердость поверхности (до 64 HRC) для сопротивления контактной усталости, оставляя сердцевину детали вязкой (около 20–30 HRC). Вязкая сердцевина компенсирует изгибающие моменты и предотвращает хрупкое разрушение рельса при монтаже на неидеально ровные станины.
После закалки детали подвергаются низкотемпературному отпуску (150–170 °C) для снятия внутренних напряжений и стабилизации размеров. Твердость дорожек качения напрямую влияет на динамическую грузоподъемность системы.
Где C_H — скорректированная динамическая грузоподъемность, C — базовая грузоподъемность, а f_H — коэффициент твердости. Если твердость дорожек падает ниже 58 HRC, коэффициент f_H становится меньше единицы, что экспоненциально снижает расчетный ресурс подшипника.
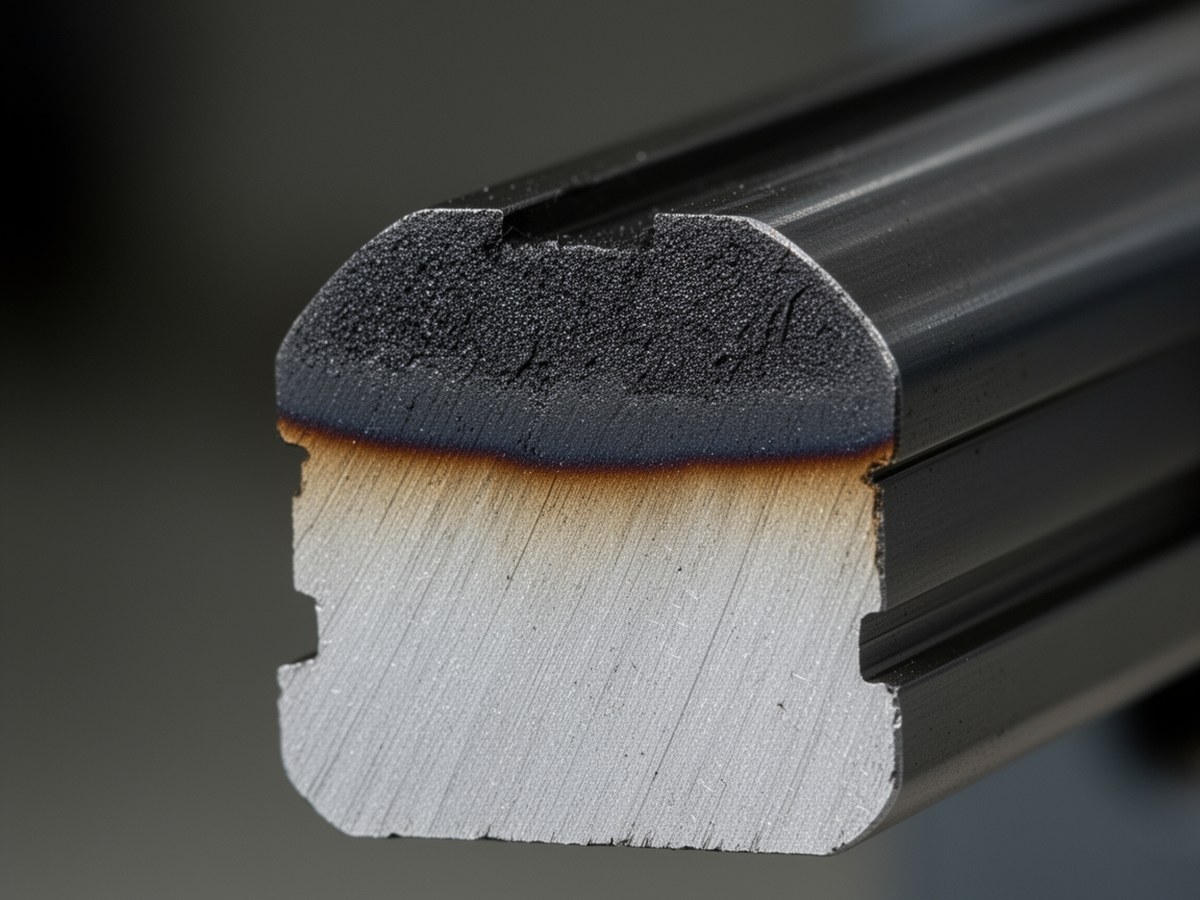
Глубина закаленного слоя
Визуализация распределения твердости в сечении профильной направляющей после индукционной закалки.
Финишная прецизионная обработка
После термической обработки детали поступают на шлифовальные участки. Из-за коробления металла при закалке, шлифование является обязательной операцией для восстановления геометрической точности.
Для профильных рельсов применяется глубинное профильное шлифование. Шлифовальный круг заправляется алмазным роликом в точном соответствии с профилем дорожки качения (готический свод). Кинематика процесса требует одновременного шлифования обеих сторон рельса для обеспечения строгой симметрии и параллельности.
Для достижения высоких классов точности применяется суперфиниширование (микрошлифование) — обработка поверхности мелкозернистыми абразивными брусками с наложением осциллирующего движения. Это снижает шероховатость до Ra 0.05–0.1 мкм и увеличивает опорную площадь контакта.
| Класс точности | Допуск на высоту (мкм) | Допуск на ширину (мкм) | Параллельность хода (мкм на 1000 мм) | Применяемая финишная операция |
|---|---|---|---|---|
| Нормальный (N) | ±100 | ±100 | 15 | Стандартное шлифование |
| Высокий (H) | ±40 | ±40 | 7 | Прецизионное шлифование |
| Прецизионный (P) | ±20 | ±20 | 3 | Тонкое шлифование + доводка |
| Сверхпрецизионный (SP) | ±10 | ±10 | 1.5 | Суперфиниширование |
Сборка и контроль качества
Сборка линейных подшипников осуществляется в чистых помещениях для исключения попадания пыли на дорожки качения. Процесс включает селективный подбор тел качения: шарики сортируются по размерным группам с шагом в 1-2 мкм. Это позволяет точно настроить преднатяг (натяг) в каретке, обеспечивая нулевой зазор и высокую жесткость.
Приемочный контроль готовой продукции включает:
- Метрологический контроль: измерение габаритов, параллельности и перпендикулярности базовых поверхностей с помощью координатно-измерительных машин (КИМ).
- Динамический контроль: проверка момента трения и плавности хода по всей длине направляющей.
- Контроль твердости и структуры: выборочная проверка глубины закаленного слоя на макрошлифах из каждой партии.
Только после успешного прохождения всех тестов подшипники консервируются антикоррозионной смазкой, упаковываются в герметичную пленку и отправляются на склад.



