Втулка Taper Bush (Taper Lock, тапербуш) передает крутящий момент и центрирует узел «вал-ступица» за счет конусной посадки. Ниже приведен технологический маршрут изготовления с контрольными точками, которые можно проверить в цехе и ОТК.
Коротко главное
- Маршрут: заготовка, мехобработка, термообработка, финиш, контроль, маркировка.
- Ключ контроля: геометрия конуса, биение, шероховатость, резьбы, твердость.
Назначение и ограничения применения
Втулки этого типа применяют в приводах со шкивами, звездочками и муфтами, когда нужна разборная фиксация без постоянной посадки с натягом. При ударных реверсивных нагрузках, высокой вибрации и агрессивной среде применимость подтверждают расчетом и требованиями конструкторской документации.
Угол конуса зависит от серии и типоразмера. В производстве ориентируются на геометрию сопряженной пары по чертежу, а не на одно универсальное значение.
Нормативная матрица (проверяйте актуальную редакцию)
| Стандарт | Что регулирует | Где применяется |
|---|---|---|
| ISO 286-1/286-2, ГОСТ 25346, ГОСТ 25347 | Поля допусков и посадки | Размеры отверстий и диаметров |
| ISO 1101 | Геометрические допуски | Биение, соосность, базирование |
| ISO 4287/4288, ГОСТ 2789 | Параметры шероховатости Ra и правила оценки | Финишная обработка и приемка поверхности |
| ISO 965-1/965-2 | Допуски метрической резьбы | Нарезание и контроль резьбовых отверстий |
| DIN 6885, ГОСТ 23360 | Шпонки и шпоночные пазы | Обработка и контроль паза |
| ISO 6508-1, ГОСТ 9013 | Твердость по Роквеллу | Контроль после термообработки |
| ISO 2859-1 | Приемочный контроль по AQL | План выборки для некритичных параметров |
| ГОСТ 1050, ГОСТ 4543 | Требования к сталям 45 и 40Х | Выбор материала и входной контроль |
Материалы и заготовки
| Материал | Когда применяют | Технологические особенности |
|---|---|---|
| Сталь 45 | Средние нагрузки, серийный выпуск | Стабильная обрабатываемость, умеренная стоимость |
| 40Х | Повышенные и переменные нагрузки | Более высокая прочность после ТО, выше чувствительность к режимам |
| Высокопрочный чугун (по ТУ) | Умеренные нагрузки, литые заготовки | Хорошая технологичность, ограничения по ударным режимам |
Входной контроль заготовки: сертификат материала, химический состав, отсутствие трещин и раковин, припуски, при необходимости УЗК.
Технологический маршрут изготовления втулки Taper Bush
| Этап | Операция | Контрольная точка | Выход |
|---|---|---|---|
| 1. Заготовка | Резка, торцевание | Длина, перпендикулярность торца | Заготовка с припуском |
| 2. Черновая мехобработка | Точение, сверление/расточка | Базовые диаметры, предварительное биение | Полуфабрикат |
| 3. Чистовая мехобработка | Конус, торцы, резьбы, паз | Конусность, биение, Ra, резьбы | Деталь до ТО |
| 4. Термообработка | Закалка и отпуск | HRC, деформации | Деталь после ТО |
| 5. Финиш | Доводка, снятие заусенцев, очистка | Ra, отсутствие прижогов | Готовая деталь |
| 6. Приемка | 100% и выборочный контроль | Протоколы, маркировка | Годная партия |
Режимы мехобработки по материалам (ориентиры)
| Материал | Операция | Vc, м/мин | f, мм/об | Ожидаемая Ra, мкм |
|---|---|---|---|---|
| Сталь 45 | Черновое точение | 130-170 | 0,20-0,35 | 3,2-6,3 |
| Сталь 45 | Чистовой конус | 170-230 | 0,08-0,16 | 0,8-1,6 |
| 40Х | Черновое точение | 110-150 | 0,18-0,30 | 3,2-6,3 |
| 40Х | Чистовой конус | 150-210 | 0,07-0,14 | 0,8-1,6 |
Числа ориентировочные, их уточняют по чертежу, ТУ, инструменту и жесткости системы станок-приспособление-инструмент-деталь.
Расчетные зависимости
Термообработка (сталь 45 и 40Х)
| Материал | Закалка, °C | Отпуск, °C | Целевая твердость |
|---|---|---|---|
| Сталь 45 | 820-860 | 180-220 | 45-50 HRC |
| 40Х | 840-870 | 180-230 | 48-52 HRC |
Контроль конусности и биения
| Параметр | Ориентир допуска (назначает КД/ТУ) | Метод | Частота |
|---|---|---|---|
| Конусность | Например, ±0,01 мм на 100 мм длины конуса | КИМ или калибр-конус с индикатором | 100% |
| Радиальное биение | Например, не более 0,03 мм | Индикатор ИЧ на оправке | 100% |
| Ra конусной поверхности | Например, Ra 0,8-1,6 мкм | Профилометр | Выборочно |
| Резьбы | Класс допуска по чертежу | Калибры «проход/непроход» | 100% |
| Твердость | По материалу и ТУ | HRC по ISO 6508-1 | Выборочно |
Пример выборочного контроля по ISO 2859-1
| Группа параметров | Тип контроля | Уровень | AQL | Пример для партии 281-500 шт. |
|---|---|---|---|---|
| Конусность, биение, резьба | Критичные | Сплошной | Не задают | 100% деталей |
| Ra, твердость | Некритичные | Общий II | 1,0 (Ra) / 0,65 (HRC) | Выборка 50 шт., решение по таблицам ISO 2859-1 |
Правила ужесточения и ослабления контроля фиксируют во внутренней процедуре качества, чтобы избежать расхождений с СМК предприятия.
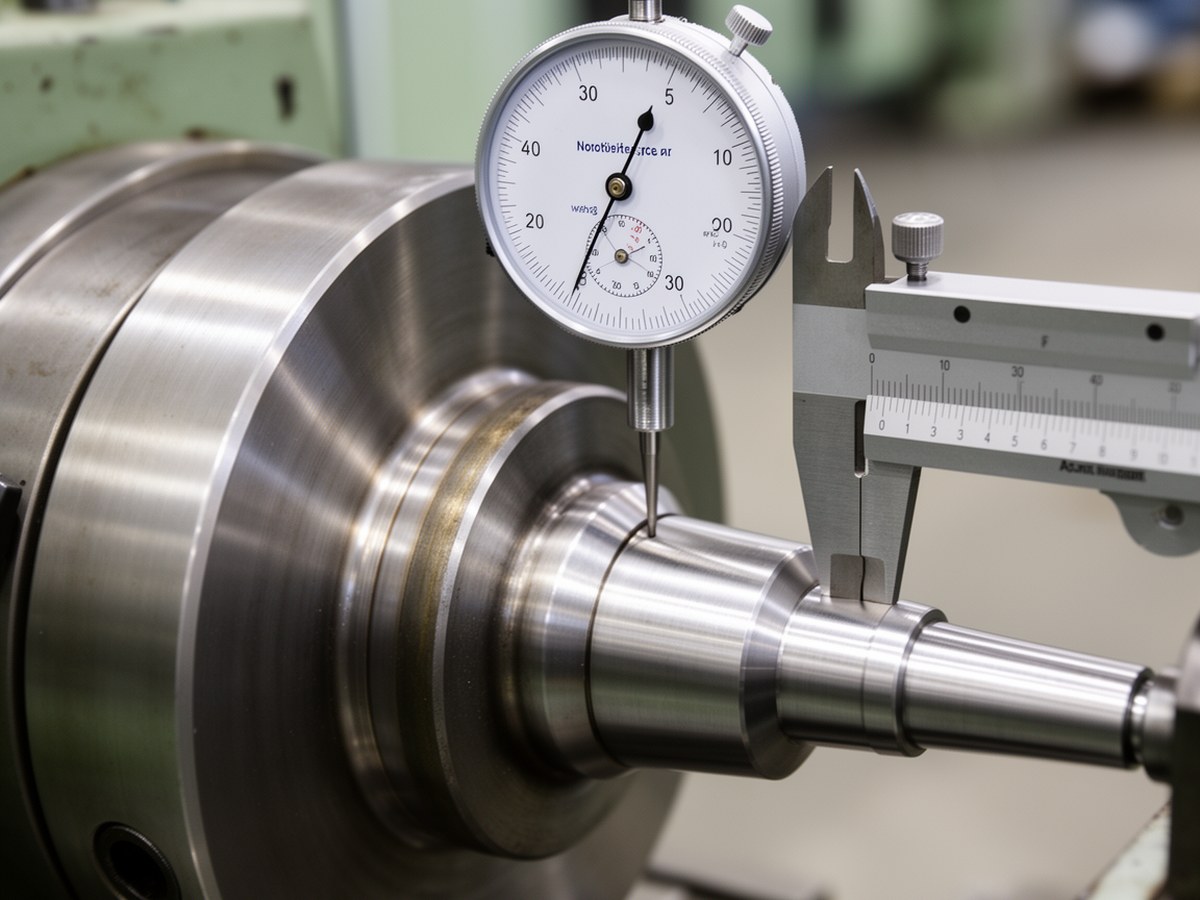
Измерение конусности и биения
Иллюстрация к разделу о допусках и методах приемки.
Типовые дефекты и меры предупреждения (мини-FMEA)
| Дефект | Причина | Обнаружение | Профилактика и корректировка |
|---|---|---|---|
| Отклонение конусности | Износ инструмента, нестабильное базирование | КИМ, калибр-конус | Регламент стойкости инструмента, проверка баз |
| Повышенное биение | Деформация после ТО, ошибка переустановки | Индикаторный контроль | Промежуточный контроль после ТО, корректировка оснастки |
| Прижоги поверхности | Перегрев на финише | Визуальный контроль, при необходимости контроль микротвердости | Правка круга, стабильная СОЖ, коррекция подачи |
| Задиры резьбы | Износ метчика, загрязнение зоны | Калибры резьбы | Своевременная замена инструмента, очистка детали |
| Недобор/перебор HRC | Срыв режима печи | Твердомер | Изоляция партии, настройка режима ТО, повторный контроль |
Мини-чеклист выпуска партии
- Закрыты протоколы по размерам, конусности и биению.
- Подтверждены значения Ra, резьбы, шпоночного паза и твердости.
- Средства измерений имеют действующую поверку.
- Отклонения оформлены и закрыты корректирующими действиями.
- Маркировка детали связана с партией, плавкой и протоколом ОТК.
- Решение о выпуске подписано ответственными лицами.
Краткий глоссарий
- Конусность - изменение диаметра по длине конуса, K = (D-d)/L.
- Биение - отклонение поверхности при вращении относительно базы.
- Базирование - выбор и фиксация баз, от которых ведут обработку и измерения.
- Прижог - локальное термическое повреждение поверхности при перегреве.
Точность изготовления напрямую влияет на сборочный риск: ошибки по конусности и биению повышают вероятность проскальзывания, локальных перегрузок и затрудненного демонтажа.