
В машиностроении плоские приводные звездочки поставляются в виде полуфабрикатов с черновым (пилотным) отверстием. Отсутствие ступицы осложняет механическую обработку: деталь имеет малую площадь для захвата кулачками токарного патрона, а толщина стенки между посадочным отверстием и впадинами зубьев ограничена. Расточка выполняется с точным базированием в несколько переходов, чтобы обеспечить соосность и надежную передачу крутящего момента.
- Материал заготовок: конструкционные углеродистые и легированные стали (Сталь 45, 40Х).
- Базирование: по наружному диаметру или окружности впадин с контролем торцевого биения.
- Точность: квалитет H7 для отверстия, шероховатость Ra 1,6–3,2.
- Обязательная операция: нарезка шпоночного паза после завершения токарных работ.
Конструктивные особенности плоских звездочек под расточку
Плоскую звездочку изготавливают в виде цельнометаллического диска с нарезанным зубчатым венцом. В отличие от модификаций со ступицей или под коническую втулку (тапербуш), плоская деталь фиксируется на валу только за счет ширины самого диска и шпоночного соединения. Зубчатый венец часто подвергают ТВЧ-закалке для повышения износостойкости. При этом центральная часть (диск и пилотное отверстие) остается сырой (твердость 15–20 HRC), что упрощает токарную обработку.
Расчет максимально допустимого диаметра отверстия
При расточке важно сохранить достаточную толщину металла между посадочным отверстием и дном впадины зуба. Превышение критического диаметра приводит к деформации или разрыву звездочки при передаче крутящего момента.
Максимально допустимый диаметр расточки вычисляется по формуле:
Где:
- D_{max}: максимально допустимый диаметр посадочного отверстия, мм;
- D_i: диаметр окружности впадин зубчатого венца, мм;
- S_{min}: минимально допустимая толщина стенки, мм.
Инженерное правило: Для стандартных приводных цепей минимальная толщина стенки S_{min} должна составлять не менее 1,5–2 шагов цепи (t). Если в отверстии планируется глубокий шпоночный паз, расчет S_{min} ведется от дна шпоночного паза, а не от номинального диаметра отверстия.
Базирование и выверка заготовки
Из-за отсутствия ступицы плоская звездочка имеет малую базу для закрепления. Установка детали в трехкулачковый патрон токарного станка усложняет выверку. Рекомендуется использовать расточенные сырые кулачки, чтобы увеличить площадь контакта и не повредить зубья.
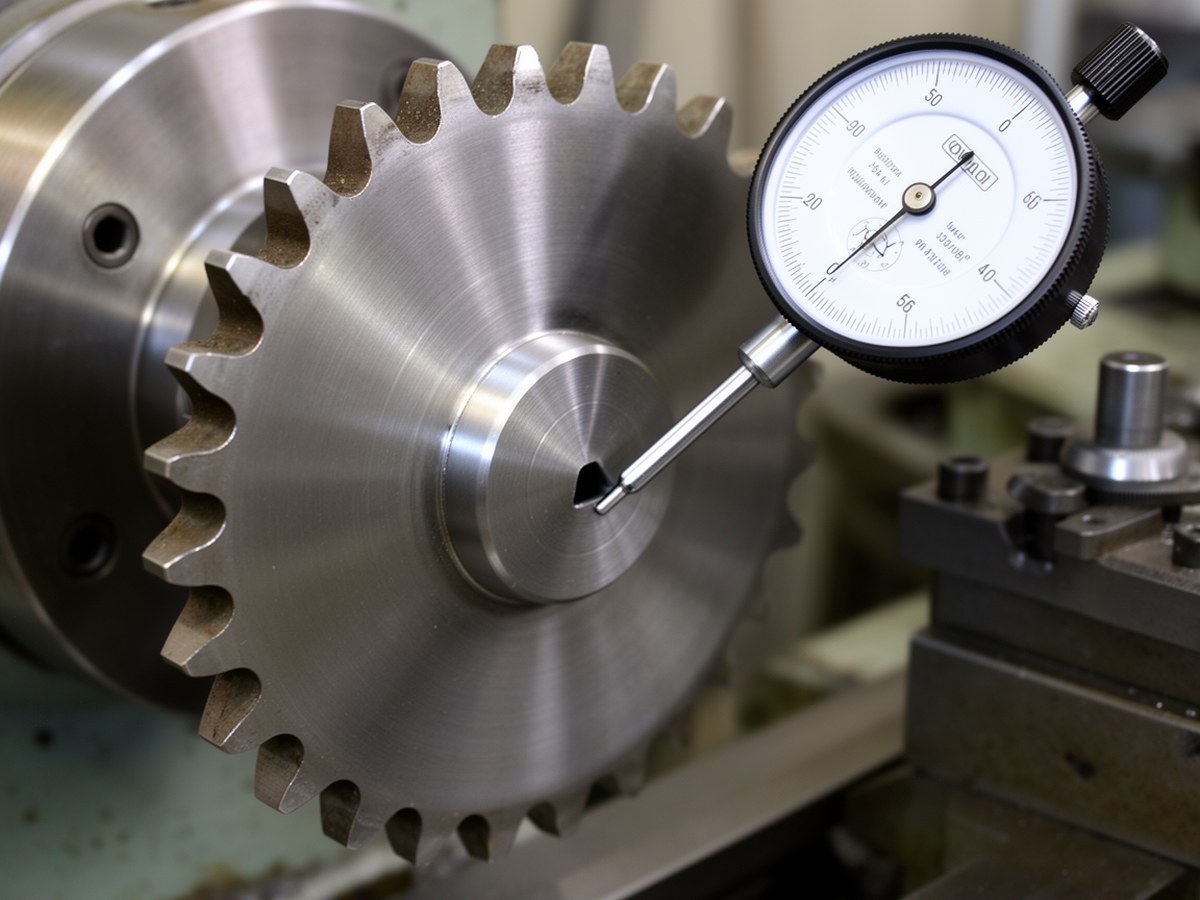
Перед обработкой деталь проверяют индикатором часового типа (ИЧ):
- Радиальное биение: щуп индикатора устанавливается на гладкий поясок (если есть) или в ролики, вложенные во впадины зубьев. Допустимое биение составляет не более 0,02–0,05 мм.
- Торцевое биение: щуп устанавливается на плоскую боковую поверхность диска. Точная настройка исключает осевое биение цепи («восьмерку») при работе привода.
Выверка заготовки
Точное базирование исключает биение цепи в процессе эксплуатации.
Технология токарной обработки
Расточку отверстия делят на несколько переходов. Это снимает внутренние напряжения и дает нужную шероховатость.
1. Черновая расточка
Снятие основного объема металла. Припуск на последующую обработку оставляется в пределах 0,5–1,0 мм на сторону. Режимы для Стали 45: скорость резания (Vc) 100–120 м/мин, подача (f) 0,2–0,3 мм/об. Используются пластины с прочным сплавом и геометрией для тяжелого точения.
2. Получистовая и чистовая расточка
Формирование точного размера. Припуск для чистового прохода составляет 0,1–0,2 мм. Режимы: скорость резания (Vc) 150–200 м/мин, подача (f) 0,05–0,1 мм/об. Применяются пластины с позитивной геометрией для снижения сил резания и исключения вибраций тонкого диска.
Допуски, посадки и контроль качества
Для надежной фиксации плоской звездочки на валу применяются посадки с натягом или переходные посадки. Наиболее распространенный квалитет точности для отверстия равен H7.
| Условия эксплуатации привода | Рекомендуемая посадка (отверстие / вал) | Характер соединения |
|---|---|---|
| Легкие нагрузки, частый демонтаж | H7 / h6 | Скользящая (с минимальным зазором) |
| Средние нагрузки, реверсивная работа | H7 / js6 или H7 / k6 | Переходная (глухая) |
| Тяжелые ударные нагрузки | H7 / m6 или H7 / n6 | Прессовая (с гарантированным натягом) |
При расточке иногда возникают отклонения формы. Основные дефекты и методы их устранения собраны в таблице.
| Дефект формы отверстия | Причина возникновения | Способ предотвращения |
|---|---|---|
| Конусность | Отжим расточного резца из-за недостаточной жесткости державки. | Использовать твердосплавные державки максимального сечения, уменьшить вылет инструмента. |
| Эллипсность (овальность) | Чрезмерное усилие зажима в трехкулачковом патроне (деформация тонкого кольца). | Применять сырые кулачки с полным охватом, снизить давление в гидравлическом патроне. |
| Высокая шероховатость | Вибрации, наростообразование на режущей кромке, неверная подача. | Увеличить скорость резания, применить СОЖ, использовать пластины с радиусом при вершине 0,4 мм. |
Формирование шпоночного паза
Расточка отверстия только начинает подготовку посадочного места. У плоских звездочек нет ступицы под стопорные винты, поэтому крутящий момент передается через шпоночное (реже шлицевое) соединение.
После токарных работ деталь отправляют на долбежный или протяжной станок. Размеры шпоночного паза определяет ГОСТ 23360-78 с учетом диаметра отверстия. На долбежном станке базой выступает само отверстие и один из торцов. Такая схема гарантирует параллельность паза оси вращения.



