Разъемные корпуса подшипников применяют там, где важны ремонтопригодность, быстрая замена подшипника и стабильная работа узла при длительной нагрузке. Для инженерной практики обычно важны две задачи: технологичность изготовления и корректный выбор серии корпуса под реальные условия эксплуатации.
- Корпус фиксирует подшипник, задает базирование и защищает узел от внешней среды.
- Материал выбирают по сочетанию прочности, демпфирования, литейной технологичности и бюджета.
- Надежность определяется не только маркой чугуна, но и точностью литья, мехобработки и контроля.
Что такое разъемный корпус подшипника и где его границы применения
Разъемная корпусная опора состоит из основания и крышки, разделенных плоскостью разъема. Такая схема позволяет устанавливать и обслуживать подшипник без полного демонтажа вала. Это важно для конвейеров, вентиляторов, редукторных линий и другого оборудования с ограниченным доступом.
Что корпус не решает:
- не компенсирует грубые ошибки соосности валов и оснований;
- не устраняет недостаточную жесткость рамы;
- не заменяет правильный подбор подшипника по нагрузке и скорости;
- не снимает требований к качеству монтажа и смазки.
Ограничение: при высокой запыленности, влажности или вибрации решающими становятся тип уплотнения, крепеж и регламент обслуживания.
Материалы корпуса: СЧ и ВЧ
Для чугунных разъемных корпусов чаще применяют серый чугун (СЧ20, СЧ25) и высокопрочный чугун с шаровидным графитом (ВЧ40, ВЧ50). Выбор делают по режиму нагрузки, допустимым деформациям и требуемому ресурсу.
| Марка | Ориентир по прочности при растяжении | Демпфирование вибраций | Литейная технологичность | Типовая область применения |
|---|---|---|---|---|
| СЧ20 | ~200 МПа | Высокое | Очень хорошая, стабильная обрабатываемость | Общепромышленные узлы с умеренной нагрузкой |
| СЧ25 | ~250 МПа | Высокое | Хорошая | Более нагруженные опоры при приоритете демпфирования |
| ВЧ40 | ~400 МПа | Среднее | Требовательнее к плавке и модифицированию | Тяжелые режимы, ударные и переменные нагрузки |
| ВЧ50 | ~500 МПа | Среднее | Повышенные требования к контролю структуры | Высоконагруженные узлы с запасом по прочности |
Технология изготовления: от отливки до готового корпуса
Маршрут разделяют на литейный и механический циклы, чтобы не смешивать источники дефектов и быстрее корректировать процесс.
Литейный цикл
Модельная оснастка, формовка, подготовка расплава, заливка, охлаждение, выбивка, обрубка литников, первичная очистка. Критичны температура и химсостав расплава, скорость заливки, качество формы и питание усадки.
Цикл мехобработки
Базирование по основанию, обработка плоскости разъема, сверление и расточка посадочного отверстия, обработка крепежных баз и резьб, доводка сопрягаемых поверхностей. Критичны соосность, квалитет отверстий, шероховатость и повторяемость базирования.
| Этап | Цель | Критичные параметры | Типичные риски |
|---|---|---|---|
| Формовка | Стабильная геометрия полости | Плотность формы, газопроницаемость, точность знаков | Смещение по разъему, раковины |
| Плавка и модифицирование | Получение требуемой марки чугуна | Химсостав, температура, время выдержки | Нестабильная структура, падение прочности |
| Заливка и охлаждение | Плотная отливка без внутренних дефектов | Скорость заливки, система питания, режим охлаждения | Усадка, газовая пористость, трещины |
| Черновая мехобработка | Подготовка баз и сопряжений | Жесткость установки, припуск, биение | Коробление после съема припуска |
| Чистовая обработка | Точность посадок и плоскостей | Квалитет, шероховатость, соосность | Овальность, конусность, перекос плоскости |
| Финальный контроль | Подтверждение соответствия КД | Размеры, НК, состояние поверхностей | Скрытые дефекты, несоответствие допускам |
Критичные требования к геометрии и посадкам
Для ресурса узла важны: точность посадочного отверстия, плоскостность разъема, соосность отверстий и положение крепежных баз. Типовые ориентиры для КД: отверстие под наружное кольцо корпуса уровня H7, посадки на валу k6/m6 (по схеме узла), шероховатость Ra 1,25–2,5 мкм для ответственных посадочных поверхностей.
По геометрии для разъемной конструкции часто задают ориентиры: плоскостность плоскости разъема до 0,03–0,10 мм (в зависимости от габарита), смещение оси отверстия относительно плоскости разъема до 0,05–0,10 мм, позиционный допуск крепежных баз в пределах 0,10–0,30 мм. Точные значения задают по чертежу и размеру корпуса.
Нормативные ориентиры: ГОСТ 1412 (СЧ), ГОСТ 7293 (ВЧ), ГОСТ 25346/25347 и ISO 286 (допуски и посадки), ГОСТ 2789 (шероховатость), ГОСТ ISO 1302 (обозначение шероховатости), профильные стандарты ISO по rolling bearings и документация производителя серии.
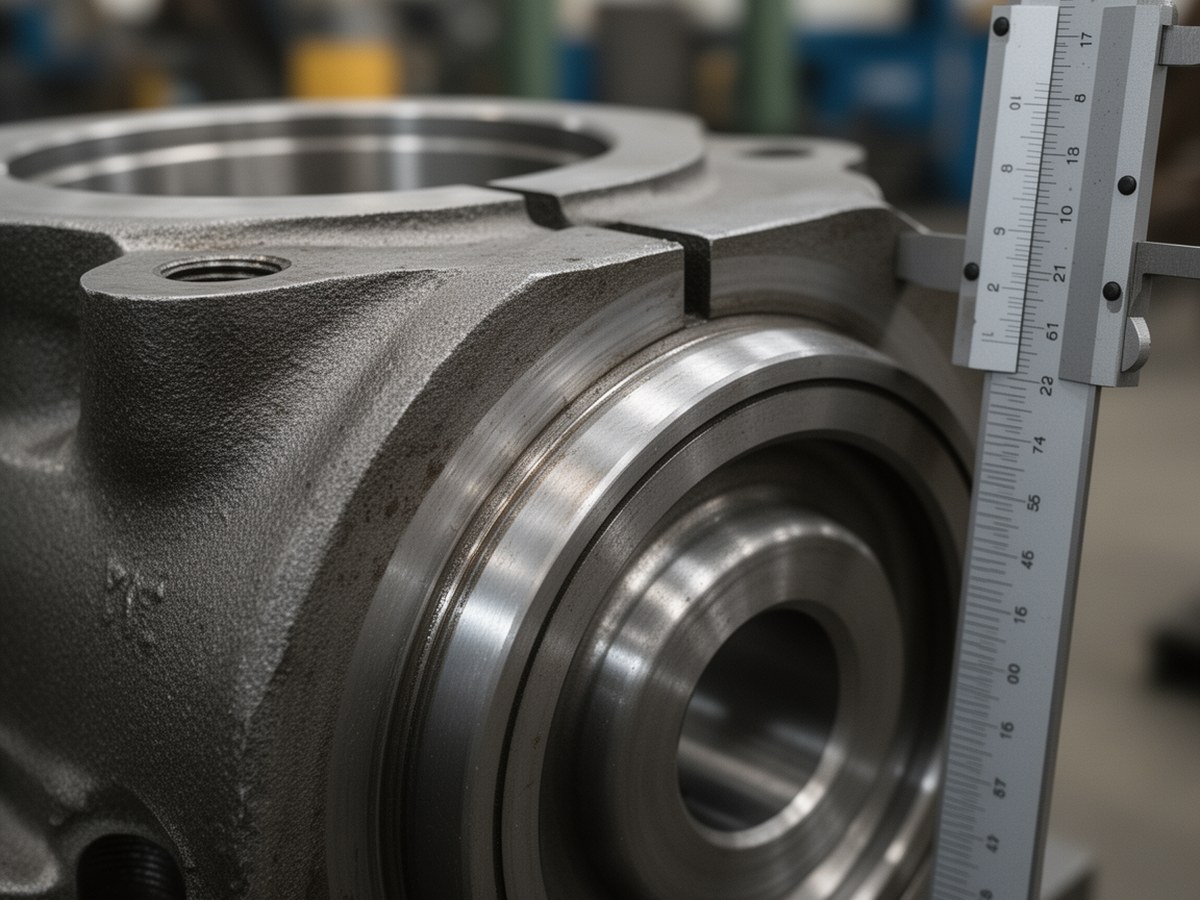
Посадочные и базовые поверхности корпуса
Фото уместно сразу после объяснения требований к точности и соосности.
Контроль качества и типовые дефекты
Контроль связывают с этапами процесса: входной, межоперационный и финальный. Это позволяет выявлять дефекты до дорогостоящей чистовой обработки.
| Дефект | Причина | Как выявить | Как предупредить |
|---|---|---|---|
| Усадочные раковины | Недостаточное питание усадки | Визуальный контроль, УЗК по сечениям риска | Корректировка литниково-питающей системы, управление затвердеванием |
| Газовая пористость | Газы в форме/расплаве, нестабильная заливка | Рентген/УЗК, контроль герметичности критичных зон | Контроль влажности форм, дегазация, стабильный режим заливки |
| Смещение по разъему | Неточное совмещение полуформ | Визуальный контроль ступеньки, измерение баз | Фиксация полуформ, контроль знаков и оснастки |
| Коробление | Неравномерное охлаждение, внутренние напряжения | Контроль плоскостности и соосности после черновых проходов | Равномерное охлаждение, корректный маршрут съема припуска |
| Погрешности обработки | Ошибки базирования, износ инструмента | КИМ/калибры, контроль овальности и позиционных допусков | Жесткое базирование, межоперационный контроль, стабильный инструмент |
Неразрушающий контроль выбирают по применимости: УЗК для объемных внутренних дефектов, магнитопорошковый метод для поверхностных/подповерхностных дефектов ферромагнитных деталей, капиллярный для открытых поверхностных трещин.
Серии корпусов SN, SD, SAF, P/F/T: конструктивные различия
Серия определяет не только габарит, но и жесткость, монтаж, доступные уплотнения и сервис. В русскоязычной практике SN часто обозначают как SNL/СНЛ.
| Серия | Конструктивная особенность | Нагрузочный режим | Монтаж и ограничения |
|---|---|---|---|
| SN (SNL/СНЛ) | Универсальный разъемный стоячий корпус | Умеренные и средние нагрузки | Базовое решение для горизонтальных опор, стандартный сервис |
| SD | Усиленная конструкция, повышенная жесткость | Тяжелые, ударные и вибрационные режимы | Требует более жесткого основания и усиленного крепежа |
| SAF | Серия с расширенными вариантами крышек и уплотнений | Средние и повышенные нагрузки | Удобна при ограниченном доступе к обслуживанию и нестандартной компоновке |
| P | Стоячие специальные исполнения | От легких до средних (по типоразмеру) | Ограничение по совместимости уплотнений и аксессуаров между производителями |
| F | Фланцевые корпуса | Обычно легкие и средние | Для крепления к вертикальным/торцевым поверхностям, чувствительны к плоскостности фланца |
| T | Натяжные корпуса | Для регулируемого натяжения | Применяются в натяжных узлах (ленточные/цепные приводы), не универсальная замена стоячих серий |
Как выбрать серию корпуса под задачу
Чек-лист входных данных:
- тип подшипника и схема фиксации (втулка, стопорная гайка, фиксирующее кольцо);
- радиальная/осевая нагрузка и ударная составляющая;
- скорость вращения и тепловой режим;
- среда: пыль, влага, абразив, вибрации;
- монтажные ограничения и доступ к обслуживанию.
Пример предварительного выбора: конвейер в запыленной зоне, средняя скорость, периодические ударные нагрузки. Базовый выбор, усиленная серия SD либо жесткое исполнение SN по расчету, уплотнение лабиринтное или тачконитное, крепеж с контролем момента и стопорением резьбы.
Минимальные расчетные ориентиры для предварительного подбора
Для первичной оценки проверяют окружную скорость и характер нагрузки. Это ранний фильтр, а не замена полного расчета узла.
v = π · d · n / 60
где v — окружная скорость, м/с; d — диаметр вала или посадочного участка, м; n — частота вращения, об/мин.
P = X · Fr + Y · Fa
где P — эквивалентная динамическая нагрузка; Fr — радиальная, Fa — осевая; X, Y — коэффициенты по типу подшипника.
Практика по уплотнениям и крепежу
Ориентиры по уплотнениям: чистая среда, бесконтактные/легкие лабиринтные решения; пыльная среда, контактные или лабиринтные с регулярной ревизией; влажная среда, контактные уплотнения и защита от вымывания смазки; абразивная среда, тачконитные схемы или многоступенчатый лабиринт.
При вибрации и ударных нагрузках применяют усиленный крепеж, контролируемый момент затяжки, стопорящие элементы и регулярную проверку состояния резьбовых соединений.
Практический вывод: ресурс корпусной опоры задает комбинация факторов, материал, серия, уплотнение, крепеж и точность монтажа.