Соединение вал-ступица выбирают по совокупности условий: крутящий момент, реверс, вибрации, требуемое биение, частота демонтажа и цена простоя. Ниже приведено сравнение четырех решений: шпоночное соединение, втулка Taper Bush, стяжная втулка и прессовая посадка.
- Шпоночное соединение простое и ремонтопригодное, но паз ослабляет вал, а при износе возможен люфт.
- Втулка Taper Bush удобна для сервиса и серийной сборки при корректной затяжке.
- Стяжная втулка формирует фрикционное соединение вал-ступица без паза на валу.
- Прессовая посадка дает высокую жесткость и точность, но демонтаж обычно сложнее.
Область применения и допущения сравнения
Сравнение относится к цилиндрическим валам и типовым приводам (шкивы, звездочки, полумуфты, зубчатые колеса). Оценки даны для сопоставимых диаметров и длин посадки, стальных деталей, контролируемой сборки и исправного крепежа. Для агрессивной среды, экстремальных температур и взрывоопасных зон нужна отдельная проверка материалов и регламентов.
Типы соединений вал-ступица: определения и принцип работы
Шпоночное соединение
Передача момента через шпонку в пазах вала и ступицы. Основной механизм: контактные напряжения в боковых гранях шпонки и проверка на срез/смятие.
Втулка Taper Bush
Коническая втулка затягивается винтами в коническое гнездо ступицы. Клиновой эффект создает радиальный зажим, момент передается в основном трением в контактах. В ряде исполнений шпонка применяется как вспомогательный элемент.
Стяжная втулка
Разъемное фрикционное соединение: контактное давление создается прямой стяжкой винтов или гаек. В отличие от Taper Bush, зажим не опирается на внешнюю коническую посадку ступицы как на основной механизм.
Прессовая посадка
Соединение с натягом: давление формируется разностью размеров и/или температурной сборкой. Обычно применяется там, где нужна высокая точность и разборка требуется редко.
Сравнение по техническим критериям
Допущения таблицы: одинаковый диаметр и длина контакта, сопоставимые материалы, одинаковый класс крепежа и контролируемый момент затяжки. Оценки «низкая/средняя/высокая» не универсальны и зависят от геометрии узла.
| Критерий | Шпоночное | Втулка Taper Bush | Стяжная втулка | Прессовая посадка |
|---|---|---|---|---|
| Передача крутящего момента | Средняя | Средняя/высокая | Высокая | Высокая |
| Центрирование и биение | Среднее | Хорошее | Хорошее/очень хорошее | Очень хорошее при точном производстве |
| Осевая фиксация | Требуются доп. элементы | Обычно обеспечивается узлом | Обычно обеспечивается трением | Натягом и упорами |
| Разборность | Высокая | Высокая | Средняя/высокая | Низкая/средняя |
| Требования к точности изготовления | Умеренные | Умеренные/повышенные | Повышенные к геометрии и чистоте | Высокие к допускам и технологии |
| Риск повреждения вала | Повышен из-за паза | Низкий/средний | Низкий | Средний при ошибке натяга/демонтажа |
Сравнение по эксплуатации и надежности
Допущения таблицы: режим без грубых перегрузок, стабильная затяжка, отсутствие критического загрязнения контактов, соблюдение регламента повторного контроля.
| Режим | Предпочтительные варианты | Комментарий |
|---|---|---|
| Частый реверс | Стяжная втулка, прессовая посадка | Риск люфта ниже, чем у изношенной шпонки. |
| Ударные нагрузки | Шпонка с запасом, стяжная втулка с повышенным зажимом | Критичен контроль микроподвижек и запаса прочности. |
| Вибрации | Стяжная втулка, прессовая посадка | Нужен контроль затяжки и состояния поверхностей. |
| Высокие обороты | Прессовая посадка, стяжная втулка | Приоритет: низкое биение, баланс и стабильная геометрия. |
| Частый демонтаж | Втулка Taper Bush, шпоночное | Выше сервисопригодность и ниже трудоемкость разборки. |
Экономика жизненного цикла (LCC)
| Сценарий | Главные драйверы затрат | Чаще выгодные классы |
|---|---|---|
| Серийное производство | Повторяемость монтажа, время цикла, брак | Taper Bush, прессовая посадка при стабильном процессе |
| Ремонтный цех | Скорость демонтажа/сборки, доступность инструмента | Шпоночное, Taper Bush, часть стяжных втулок |
| Непрерывная линия | Цена простоя и внеплановые остановы | Стяжная втулка или прессовая посадка при строгом контроле |
Типовые отказы и диагностика
| Симптом | Вероятная причина | Проверка | Действие |
|---|---|---|---|
| Люфт и стук в реверсе | Износ шпонки/паза | Зазор, отпечатки контакта | Замена шпонки, восстановление паза, пересчет |
| Черный налет на посадке | Фреттинг из-за микроподвижек | Осмотр, контроль затяжки | Пересборка, чистка, корректировка момента |
| Проворот ступицы | Недостаточная сила зажима или натяг | Следы смещения, момент крепежа | Перерасчет, замена крепежа, повторная сборка |
| Рост биения после сборки | Грязь, перекос, нарушение соосности | Индикаторный контроль | Пересборка с поэтапной затяжкой |
| Потеря натяга при нагреве | Неучтенная температура и материалы | Проверка ΔT и коэффициентов расширения | Перерасчет посадки и материалов |
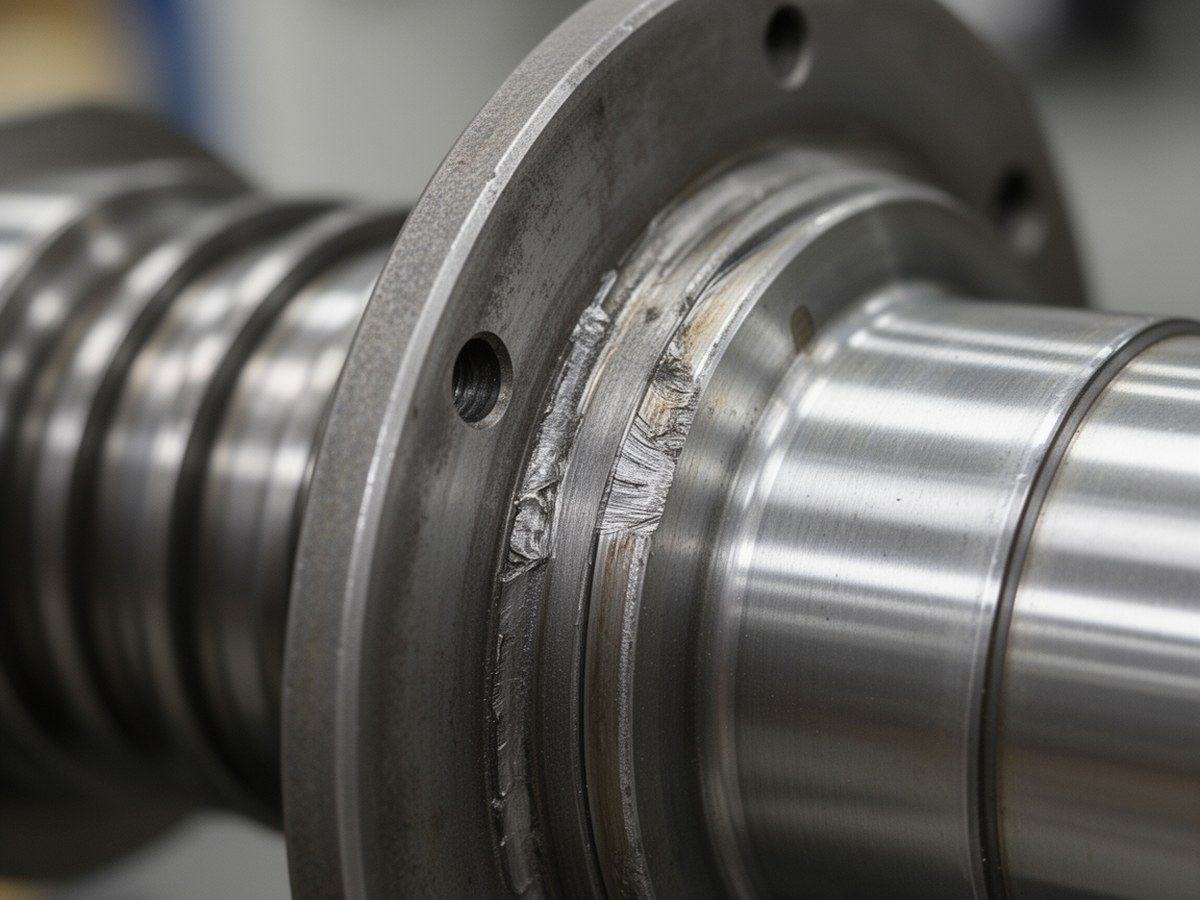
Визуальные признаки деградации контакта
Изображение помогает сопоставить симптомы из таблицы с реальными следами на деталях.
Чувствительность к ошибкам монтажа
| Ошибка | Шпоночное | Taper Bush | Стяжная втулка | Прессовая посадка |
|---|---|---|---|---|
| Грязь/масло на контакте | Средняя | Высокая | Высокая | Высокая |
| Перекос при сборке | Средняя | Средняя/высокая | Высокая | Высокая |
| Неверный момент затяжки | Низкая/средняя | Высокая | Высокая | Не применимо |
| Повторная сборка без инспекции | Средняя | Высокая | Высокая | Высокая |
Монтаж и контроль качества
Подготовка
Очистка, удаление заусенцев, проверка овальности, конусности и шероховатости по КД.
Сборка
Поэтапная затяжка «крест-накрест», калиброванный инструмент, фиксация фактических моментов.
Контроль геометрии
Радиальное и торцевое биение, соосность, осевое положение до пуска.
Контроль после пуска (24–72 ч)
Проверить вибрацию, локальный нагрев, смещение меток, момент затяжки (если это допускает регламент), состояние контакта при доступе.
Расчетные проверки (минимум)
Шпоночное соединение
T, крутящий момент, Н·м; d, диаметр вала, м; b, l, ширина и рабочая длина шпонки, м; h_c, рабочая высота контакта по смятию. Для призматической шпонки часто принимают h_c = t_1 или h/2 по принятой схеме и стандарту, это следует явно фиксировать в расчете.
Фрикционные соединения (стяжная втулка и режимы Taper Bush)
Прессовая посадка
Связь зажима и затяжки крепежа
Границы применимости формул
Формулы ориентировочные и требуют коэффициента запаса по отраслевой методике. На результат сильно влияют шероховатость, смазка/загрязнение, температурные градиенты, разброс коэффициента трения и точность фактического момента затяжки.
Ограничения методов
| Тип | Когда применять | Ключевые ограничения |
|---|---|---|
| Шпоночное | Простой сервис и ремонт | Ослабление вала пазом, риск люфта в реверсе |
| Taper Bush | Быстрый монтаж/демонтаж, серийные приводы | Чувствительность к чистоте и дисциплине затяжки |
| Стяжная втулка | Высокое центрирование без паза | Зависимость от стабильности трения и качества поверхностей |
| Прессовая посадка | Высокая точность и жесткость, редкая разборка | Высокие требования к допускам и сложный демонтаж |
Нормативные ориентиры (ISO/ГОСТ)
| Тип соединения | Ключевые группы стандартов |
|---|---|
| Все типы вал-ступица | Посадки и допуски: ISO 286, ГОСТ 25346/25347; шероховатость: ISO 1302, ГОСТ 2789 |
| Шпоночное | Шпонки и пазы: DIN 6885, ГОСТ 23360; проверки прочности по машиностроительным справочникам |
| Taper Bush и стяжные втулки | Стандарты на крепеж и его свойства: ISO 898 и профильные ГОСТ; рекомендации производителя по моментам затяжки |
| Прессовая посадка | Справочные методики расчета натяга и контактных напряжений, внутренние стандарты предприятия |
Краткая матрица выбора
| Условие задачи | Приоритетный вариант | Запасной вариант |
|---|---|---|
| Быстрый монтаж/демонтаж | Втулка Taper Bush | Шпоночное |
| Высокая точность центрирования | Прессовая посадка (при контролируемом производстве и редком сервисе) | Стяжная втулка (если нужна лучшая сервисопригодность) |
| Минимальный риск ослабления вала пазом | Стяжная втулка | Прессовая посадка |
| Ограниченный бюджет и простой ремонт | Шпоночное | Taper Bush |
| Высокие обороты и стабильная технология | Прессовая посадка | Стяжная втулка |
Когда рассматривать альтернативы
Если требуется передача очень больших переменных моментов при частом реверсе, рассматривают шлицевые соединения или комбинированные схемы (посадка + шпонка) с проверкой на усталость и сервисные риски.