Конические монтажные втулки Taper Bush служат для безлюфтовой фиксации шкивов, звездочек и муфт на гладких валах. Надежность передачи крутящего момента в таких соединениях зависит от силы трения, возникающей при затягивании конических поверхностей. Техническое обслуживание втулок Taper Bush включает соблюдение регламента монтажа, контроль моментов затяжки и мониторинг состояния сопрягаемых деталей.
Принцип работы и требования к сопрягаемым деталям
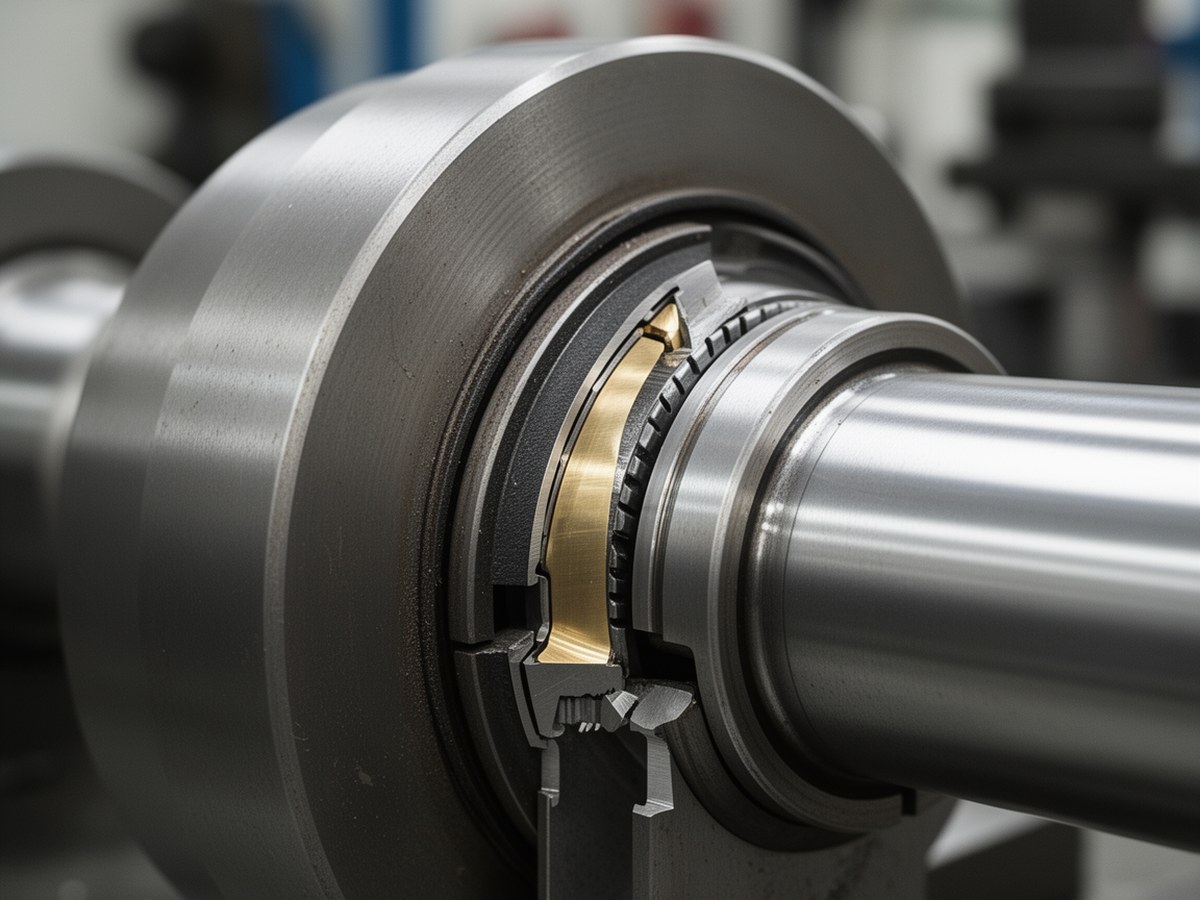
Механика работы конической втулки основана на эффекте самозаклинивания. При закручивании установочных винтов втулка втягивается в коническое отверстие ступицы (шкива или звездочки). За счет продольного разреза деталь сжимается, плотно обхватывая вал и создавая высокое радиальное давление для фрикционной посадки.
Надежность узла зависит от геометрии и качества поверхности вала:
- Допуски вала: Посадочные поверхности обрабатывают по квалитетам h8–h11 (согласно стандарту ISO 286). Использование валов с большими отклонениями приведет к неравномерному обжиму и перекосу.
- Шероховатость: Оптимальная шероховатость поверхности вала составляет Ra 1.6–3.2 мкм. Слишком гладкая поверхность снижает коэффициент трения, слишком грубая уменьшает фактическую площадь контакта.
- Шпоночный паз: Втулки способны передавать момент за счет трения, но при высоких ударных нагрузках рекомендуется устанавливать шпонку. Она монтируется с зазором по верхней грани, чтобы не препятствовать радиальному сжатию втулки.
Внимание: наносить смазку на конические поверхности втулки или вала для облегчения монтажа запрещено. Поверхности необходимо очистить и обезжирить. Допускается только наличие легкой заводской антикоррозийной пленки. Смазывать можно только резьбу установочных винтов.
Механика работы
Надежность соединения обеспечивается за счет эффекта самозаклинивания.
Регламент монтажа и демонтажа
Ошибки при установке и снятии становятся главной причиной преждевременного выхода втулок из строя. Конструкция Taper Bush включает полуотверстия: при совмещении втулки и ступицы они образуют полноценные каналы. Для монтажа используются отверстия с резьбой со стороны ступицы, для демонтажа выбирают каналы с резьбой со стороны втулки.
Алгоритм монтажа
- Тщательно очистить и обезжирить вал, коническое отверстие ступицы и наружную поверхность втулки.
- Вставить втулку в ступицу, совместив полуотверстия (гладкие полуотверстия втулки должны совпасть с резьбовыми полуотверстиями ступицы).
- Слегка смазать резьбу установочных винтов индустриальным маслом и вкрутить их от руки.
- Установить собранный узел на вал в требуемое положение.
- Равномерно, крест-накрест (если винтов больше двух), затянуть винты динамометрическим ключом до рекомендованного момента.
- Заполнить пустые демонтажные отверстия консистентной смазкой для защиты от грязи и коррозии.
Алгоритм демонтажа
- Ослабить и полностью выкрутить все установочные винты.
- Очистить резьбу винтов и смазать ее маслом.
- Вкрутить винты в демонтажные отверстия (где резьба нарезана со стороны втулки).
- Равномерно затягивать винты до тех пор, пока втулка не выйдет из конуса ступицы и не освободит вал. Если втулка «прикипела» и не поддается демонтажу, допускается легкое обстукивание торца ступицы через медную или пластиковую выколотку.
Техническое обслуживание и контроль
Коническая монтажная втулка не требует специального обслуживания. Достаточно периодически проверять моменты затяжки и осматривать узел. Первая проверка затяжки винтов проводится через 1–2 часа работы оборудования под нагрузкой, так как детали проходят этап приработки и усадки.
| Типоразмер втулки | Размер винта (BSW/Метрич.) | Момент затяжки (Н·м) |
|---|---|---|
| 1008, 1108 | 1/4" | 5.6 |
| 1210, 1215, 1310 | 3/8" | 20.0 |
| 1610, 1615 | 3/8" | 20.0 |
| 2012, 2517 | 1/2" | 48.0 |
| 3020, 3030 | 5/8" | 90.0 |
| 3535, 4040 | 1/2" | 112.0 |
При плановом осмотре радиальное биение и осевое смещение контролируют индикатором часового типа. Измерения проводят на наружном диаметре ступицы и торцевой поверхности при медленном проворачивании вала. Интервалы проверок зависят от условий эксплуатации: базовый период составляет 2000 моточасов, при тяжелых ударных нагрузках или высокой запыленности его пропорционально сокращают.
- Через 1-2 часа после пуска: Контрольная протяжка винтов динамометрическим ключом.
- Каждые 1000-2000 часов: Проверка момента затяжки, визуальный осмотр на наличие трещин и следов коррозии.
- При замене ремней/цепей: Полный демонтаж, очистка поверхностей, проверка радиального и осевого биения.
Типичные дефекты: диагностика и предотвращение
При нарушении правил монтажа или эксплуатации в узлах с коническими втулками возникают специфические повреждения. Своевременная диагностика помогает избежать аварийных остановок.
Фреттинг-коррозия
Признаки: Появление красно-коричневого порошка (оксида железа) на стыке вала и втулки. Возникает из-за микровибраций и недостаточного натяга.
Устранение: Демонтаж узла, очистка поверхностей. При сильном износе вала требуется восстановление посадочного места или полная замена. При монтаже необходимо соблюдать момент затяжки.
Проскальзывание на валу
Признаки: Нарушение синхронности работы передачи, задиры на валу, перегрев узла.
Устранение: Проверка допусков вала. Очистка конических поверхностей от случайно попавшей смазки. Установка шпонки при высоких пусковых моментах.
Усталостные трещины
Признаки: Трещины на фланце втулки или в зоне продольного разреза, разрушение чугунной ступицы.
Устранение: Замена поврежденных деталей. Дефект возникает из-за значительного превышения момента затяжки винтов или попадания твердых частиц между коническими поверхностями при сборке.