
Ступенчатый вал представляет собой деталь вращения с несколькими цилиндрическими участками разного диаметра, разделенными уступами. Последовательность изготовления строят так, чтобы сохранить общую ось шеек, выдержать посадочные размеры, ограничить биение и получить требуемую шероховатость поверхностей.
- Типовой маршрут включает заготовку, подрезание торцов, центрование, черновое и чистовое точение, термообработку при необходимости, шлифование и контроль.
- Размеры, припуски и режимы назначают не по универсальным значениям, а по чертежу, ЕСКД, ГОСТ, ISO или внутренним техническим условиям.
- Основные риски при изготовлении: несоосность, конусность, овальность, поводка после термообработки и прижоги при шлифовании.
Что такое ступенчатый вал
Ступенчатый вал состоит из шеек, ступеней, уступов, торцов, фасок, канавок, шпоночных пазов и посадочных поверхностей. На шейках размещают подшипники, зубчатые колеса, муфты, шкивы, звездочки, втулки или уплотнения. Уступы ограничивают осевое положение сопрягаемых деталей и могут воспринимать торцевые нагрузки.
От гладкого вала такая деталь отличается переходами диаметров. Шлицевой вал имеет шлицы для передачи момента, но может одновременно быть ступенчатым. У коленчатого вала оси отдельных шеек смещены. Червячный вал содержит винтовую рабочую поверхность. Поэтому ступенчатость описывает форму по длине, а не отдельный тип передачи.
Технологичность конструкции
Технологичность валов оценивают до разработки маршрута. Проверяют доступ инструмента к уступам и канавкам, возможность обработки в центрах, наличие выходов для резца или шлифовального круга, допустимые радиусы переходов, длину посадочных шеек и жесткость детали. Резкие перепады диаметров без конструктивной необходимости усложняют обработку и повышают риск концентрации напряжений.
Материалы и выбор заготовки
Материал выбирают по нагрузке, износостойкости, прокаливаемости, коррозионной стойкости и обрабатываемости. Для валов общего назначения применяют конструкционные углеродистые стали. Для нагруженных приводных деталей используют легированные улучшаемые стали. Для шеек с твердой поверхностью и вязкой сердцевиной выбирают цементуемые стали. Для влажных, химических или пищевых сред применяют коррозионностойкие стали.
Заготовкой может быть круглый прокат, поковка или штамповка. Прокат удобен при небольшом перепаде диаметров и малой партии. Поковку выбирают для нагруженных валов и крупных уступов. Штамповка оправдана в серийном выпуске, когда затраты на оснастку распределяются на партию.
| Вид заготовки | Когда применяют | Особенности |
|---|---|---|
| Круглый прокат | Небольшой перепад диаметров | Простая подготовка, но повышенный расход металла при крупных ступенях |
| Поковка | Нагруженные валы, значительный перепад диаметров | Нужен припуск на удаление окалины и поверхностного слоя |
| Штамповка | Серийное производство | Хорошая повторяемость формы, требуется специальная оснастка |
Базирование и подготовка заготовки
Первые операции обычно связаны с подготовкой технологических баз. Торцы подрезают, заготовку доводят до нужной длины с припуском, затем выполняют центровые отверстия. При обработке в центрах они задают ось вращения, от которой формируют шейки, уступы и посадочные поверхности.
Длинные и нежесткие валы могут прогибаться под силой резания. Для них используют неподвижные или подвижные люнеты, иногда заранее протачивают промежуточную шейку под люнет. Вращение передают поводковым устройством, хомутиком или патроном с центром.
Центровые отверстия должны быть чистыми, без забоин, с правильной геометрией и достаточной глубиной под выбранные центры. Повреждение этих баз часто приводит к несоосности шеек и повышенному биению.
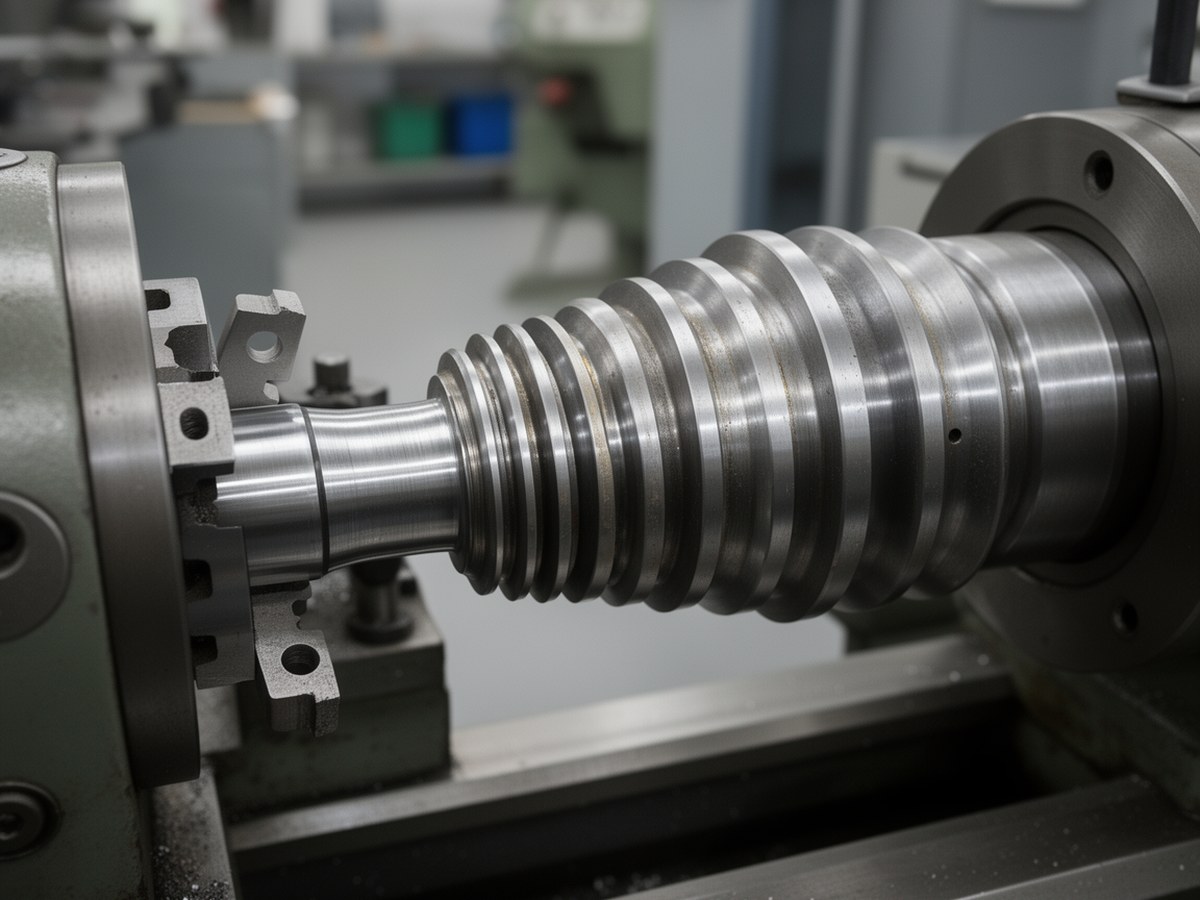
Базирование в центрах
Иллюстрация подходит рядом с описанием центровых отверстий, поводкового устройства и люнета.
Типовой маршрут изготовления
Маршрут начинают с анализа чертежа: определяют базовые поверхности, точные посадки, требования к термообработке, шероховатости, соосности и биению. После этого выбирают заготовку, оборудование, оснастку, припуски и порядок операций.
| Операция | Цель | Что контролируют |
|---|---|---|
| Получение заготовки | Получить запас металла под обработку | Длину, кривизну, поверхностные дефекты |
| Подрезание торцов и центрование | Создать технологические базы | Торцы, центровые отверстия, общую длину |
| Черновое точение | Снять основной припуск и наметить ступени | Припуск, конусность, устойчивость резания |
| Получистовая обработка | Приблизить размеры к чертежным | Диаметры, длины ступеней, биение |
| Термообработка | Получить требуемые свойства материала | Твердость, трещины, кривизну |
| Чистовая обработка | Подготовить точные поверхности | Размеры шеек, состояние уступов, припуск под шлифование |
| Шлифование | Получить точные посадки и малую шероховатость | Диаметры, радиальное биение, шероховатость |
| Финишный контроль | Подтвердить соответствие чертежу | Размеры, биение, твердость, кромки, чистоту поверхности |
Выбор маршрута по серийности
| Тип производства | Оборудование | Особенности |
|---|---|---|
| Единичное | Универсальные токарные и шлифовальные станки | Гибкий маршрут, больше ручных установок и промежуточных измерений |
| Мелкосерийное | Станки с ЧПУ, типовая оснастка | Повторяемые наладки, групповые программы, стабильные припуски |
| Серийное | Фрезерно-центровальные, токарные, шлифовальные и контрольные позиции | Разделение операций, специализированная оснастка, регламентированный контроль партии |
Особенности токарной обработки
Токарная обработка формирует основную геометрию ступенчатого вала. На черновых проходах снимают основной припуск, на получистовых уточняют ступени и оставляют запас под финиш. Чистовым точением обрабатывают менее ответственные поверхности, фаски, канавки, торцы уступов и зоны, которые не требуют шлифования.
При работе с длинными валами учитывают прогиб. Обычно начинают с более жестких участков, уменьшают глубину резания на нежестких зонах, применяют люнеты и избегают режимов, вызывающих вибрации. Контролируют не только диаметры, но и длины шеек, положение уступов и ширину канавок.
Zd = Dзаг − Dпосле
Zd: общий припуск по диаметру; Dзаг: размер до операции; Dпосле: размер после операции. При равномерном снятии металла припуск на сторону равен Zd / 2.
n = 1000 · V / (π · D)
n: частота вращения, об/мин; V: скорость резания, м/мин; D: диаметр обрабатываемой поверхности, мм. Расчет используют как исходную оценку, а режим уточняют по материалу, инструменту и жесткости системы.
Термообработка
Термообработку назначают, когда вал должен иметь повышенную прочность, твердость, износостойкость или стабильность формы. В зависимости от стали применяют нормализацию, улучшение, закалку с отпуском, цементацию, азотирование или снятие внутренних напряжений.
После нагрева и охлаждения возможны искривление, изменение размеров и остаточные напряжения. Поэтому точные поверхности оставляют с припуском под чистовую обработку или шлифование. После термообработки проверяют твердость, трещины, кривизну и биение; при необходимости выполняют правку.
Шлифование и финишная обработка
Шлифование применяют для посадочных шеек под подшипники, уплотнения, зубчатые колеса и другие сопрягаемые детали. Круглое наружное шлифование в центрах помогает сохранить общую ось нескольких шеек и снизить радиальное биение. Центровые отверстия остаются рабочими базами до финишных операций, поэтому их состояние проверяют до конца маршрута.
Суперфиниширование, полирование или доводку назначают только при повышенных требованиях к микрогеометрии поверхности, ресурсу подшипникового узла или герметичности уплотнения.
| Операция | Задача | Когда применяют |
|---|---|---|
| Чистовое точение | Размеры и форма для поверхностей средней точности | Непосадочные ступени, торцы, фаски, канавки |
| Круглое шлифование | Точные диаметры, малая шероховатость, снижение биения | Посадочные шейки и ответственные цилиндрические поверхности |
| Суперфиниширование | Улучшение микрогеометрии | Высоконагруженные шейки и уплотнительные поверхности |
Контроль качества ступенчатого вала
Контроль выполняют после подготовки баз, после черновой обработки, после термообработки, после шлифования и на приемке. Диаметры шеек измеряют микрометрами, скобами или калибрами. Длины ступеней и положение уступов проверяют штангенинструментом, глубиномерами, шаблонами или координатными средствами измерения.
Соосность и радиальное биение часто проверяют при установке вала в центрах. Индикатор ставят на контролируемую шейку и фиксируют разность показаний за полный оборот. Торцевое биение проверяют по торцам уступов или опорным буртам. Шероховатость измеряют профилометром, твердость после термообработки проверяют твердомером по заданной шкале.
B = Rmax − Rmin
B: полное радиальное биение; Rmax и Rmin: максимальное и минимальное показания индикатора за один оборот детали относительно выбранных баз.
| Параметр | Зачем контролируют | Средства контроля |
|---|---|---|
| Диаметры шеек | Для обеспечения посадок | Микрометр, скоба, калибр |
| Длины ступеней | Для правильного осевого положения деталей | Штангенциркуль, глубиномер, координатная измерительная машина |
| Соосность | Для снижения перекоса сопряженных деталей | Центры, индикатор, измерительная оправка |
| Радиальное биение | Для ограничения вибраций и ошибок вращения | Индикаторная стойка, призмы, центры |
| Торцевое биение | Для проверки буртов и торцов уступов | Индикатор, центры, контрольная плита |
| Шероховатость | Для ресурса посадок, подшипников и уплотнений | Профилометр, образцы шероховатости |
| Твердость | Для подтверждения результата термообработки | Твердомер, контрольные образцы |
Типичные дефекты и причины
Дефекты появляются из-за ошибок базирования, недостаточной жесткости, износа инструмента, неверно выбранных припусков, перегрева при шлифовании или нестабильной термообработки. Одни проблемы заметны сразу, другие выявляются только при проверке биения, формы и шероховатости.
| Дефект | Причина | Как предупредить |
|---|---|---|
| Конусность | Неправильная настройка станка, прогиб детали, износ направляющих | Проверять геометрию станка, применять люнет, контролировать проходы |
| Овальность | Нежесткое закрепление, вибрации, неравномерное снятие припуска | Улучшать базирование, корректировать режимы, использовать острый инструмент |
| Несоосность ступеней | Переустановка по разным базам, повреждение центровых отверстий | Сохранять обработку в центрах, защищать базы, проверять биение между операциями |
| Повышенное биение | Погрешность базирования, деформация после термообработки | Оставлять припуск под шлифование, выполнять правку, контролировать после нагрева |
| Поводка после термообработки | Внутренние напряжения, неравномерное охлаждение, асимметричная форма | Назначать снятие напряжений, правильно укладывать детали, выполнять промежуточный контроль |
| Прижоги при шлифовании | Перегрев поверхности, затупленный круг, недостаточное охлаждение | Править круг, снижать подачу, обеспечивать стабильную подачу охлаждающей жидкости |
| Вибрационные следы | Нежесткая система станок-приспособление-инструмент-деталь | Уменьшать вылет, применять люнеты, балансировать круг, подбирать устойчивые режимы |
Краткий пример маршрутной технологии
Техпроцесс изготовления вала для конкретной детали разрабатывают по чертежу, но общий пример маршрута для стального ступенчатого вала средней точности может быть таким: отрезка проката с припуском по длине, подрезание торцов, центрование, черновое точение наружных ступеней, обработка канавок и фасок, получистовое точение посадочных шеек с припуском под шлифование, термообработка, контроль твердости и биения, правка при необходимости, чистовое точение вспомогательных поверхностей, круглое шлифование посадочных шеек, снятие заусенцев и окончательный контроль.
Такой пример показывает логику построения маршрута, но не заменяет расчет припусков, выбор режимов резания и проверку допусков. При изменении материала, длины детали, отношения длины к диаметру, требуемой посадки или оборудования последовательность операций может заметно измениться.
Итог
Точность ступенчатого вала складывается из базирования, припусков, устойчивого точения, контролируемой термообработки, аккуратного шлифования и приемочного контроля. Чем раньше обнаружены ошибки формы, биения или состояния центровых баз, тем проще сохранить требования чертежа без переделок.



