
Тепловые деформации ШВП (шарико-винтовой пары) вызывают дрейф координаты из-за нагрева винта, гайки и опор. В результате растет погрешность позиционирования ЧПУ, особенно после холодного старта и на длинных циклах.
Коротко главное
- Проверьте единицы в формуле: при α в K⁻¹ и L0 в мм удлинение ΔL получается в мм, затем его переводят в мкм при необходимости.
- Для внедрения компенсации задайте численные ориентиры: точность измерений, бюджет неопределенности и пороги приемки до и после коррекции.
- Частоту обновления выбирают с учетом тепловой постоянной времени и задержки тракта, иначе коррекция может стать нестабильной.
- Калибровка и валидация модели выполняются отдельно: сначала настройка коэффициентов, затем проверка на независимых режимах.
Что такое тепловые деформации ШВП и почему они критичны
Где: α в K⁻¹, L0 в мм, ΔT в °C (численно эквивалентно K), тогда ΔL получается в мм. Перевод: 1 мм = 1000 мкм.
Короткий пример. Если α = 11.5×10⁻⁶ K⁻¹, L0 = 1000 мм, ΔT = 8 °C, то ΔL = 0.092 мм = 92 мкм.
Формула применима при близком к равномерному нагреве. При выраженном градиенте по длине нужна дискретная модель.
Источники нагрева и факторы риска
Внутренние факторы: трение в контакте, скорость, осевая нагрузка, преднатяг. Внешние: температура цеха, тепло соседних узлов, режим СОЖ (смазочно-охлаждающей жидкости). Термостабилизация ШВП снижает амплитуду этих воздействий.
Оценка тепловыделения (Вт) через момент M, угловую скорость ω и КПД η.
Методы измерения: прямые и косвенные
Для компенсации тепловых деформаций ШВП обычно совмещают прямой контроль геометрии и косвенный температурный контроль.
| Метод | Типичная точность | Типичный цикл обновления | Комментарий |
|---|---|---|---|
| Лазерный интерферометр | ±0.1…1 мкм | 10…100 Гц | Эталон для валидации, чувствителен к вибрациям. |
| Емкостные/индуктивные датчики смещения | ±0.2…2 мкм | 50…1000 Гц | Локальные смещения, ограниченный диапазон. |
| Оптические линейки | ±0.5…5 мкм | 100…2000 Гц | Удобны для осевой обратной связи. |
| RTD/термопары | ±0.1…0.5 °C (после калибровки) | 1…20 Гц | Основа температурной модели. |
| Тепловизионный контроль | ±1…3 °C | 0.2…2 Гц | Поиск перегретых зон, не подходит для финальной коррекции. |
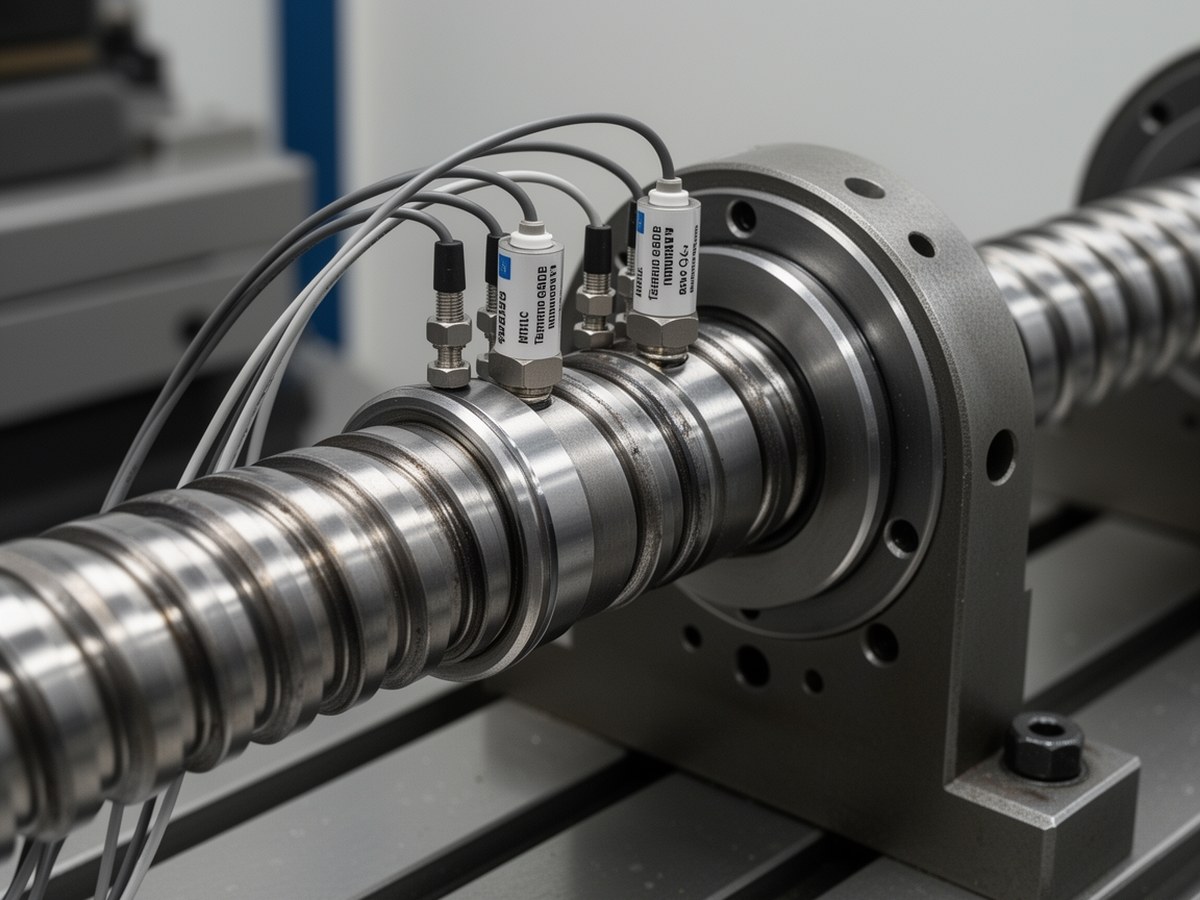
Датчики температуры ШВП, размещение: гайка, передняя и задняя опоры, корпус рядом с опорами, контроль окружающей среды. Для длинных осей добавляют 1–2 точки вдоль винта.
Датчики температуры ШВП: размещение
Показаны практические точки установки датчиков для калибровки температурной компенсации.
Расчетные модели деформации
Дискретная модель по участкам i для неравномерного нагрева.
Многофакторная коррекция: температуры, скорость, ускорение, нагрузка, время прогрева.
| Когда достаточно линейной модели | Когда переходить к многофакторной |
|---|---|
| Стабильные режимы, узкий диапазон скоростей, остаточная ошибка после компенсации уже в допуске. | Частые смены режима, выраженный температурный градиент, остаточная ошибка превышает допуск или остается нестабильной по циклам. |
Методы компенсации
| Подход | Типичный эффект по снижению тепловой ошибки | Сложность |
|---|---|---|
| Конструктивная компенсация | 15…40% | Средняя/высокая |
| Терморегулирование и термостабилизация ШВП | 30…70% | Средняя |
| Программная линейная модель | 20…60% | Низкая/средняя |
| Программная многофакторная модель | 50…85% | Высокая |
Алгоритм внедрения компенсации на станке ЧПУ
- Подготовка: фиксируют допуск по оси и целевой режим.
- Калибровка температурной компенсации: сбор обучающего набора не менее 30–50 циклов, включая холодный старт и установившийся режим.
- Идентификация модели: от линейной к многофакторной переходят только при доказанном выигрыше по ошибке.
- Валидация: отдельный независимый набор не менее 15–30 циклов на режимах, не использованных в калибровке.
- Ввод в ЧПУ: ограничение шага коррекции и фильтрация для исключения рывков.
- Сопровождение: журнал коэффициентов, даты пересчета, причины изменений.
Верификация, неопределенность и частота обновления
| Источник | Типичный вклад в эквивалентную ошибку, мкм | Комментарий |
|---|---|---|
| Погрешность и дрейф датчиков температуры | 2…15 | Зависит от калибровки и места установки. |
| Вибрации при прямых измерениях | 1…10 | Особенно критично для интерферометрии. |
| Задержка тракта «датчик–ЧПУ» | 2…20 | Увеличивается в переходных режимах. |
| Квантование/округление в ЧПУ | 0.5…5 | Зависит от шага параметра коррекции. |
Критерий частоты обновления. Пусть τ, тепловая постоянная времени узла, Td, суммарная задержка тракта. Тогда шаг обновления Δt рекомендуется выбирать в диапазоне: max(2·Td, τ/10) … τ/3. Слишком частое обновление при большой задержке дает нестабильную коррекцию.
Пороги приемки (пример): снижение RMS остаточной ошибки не менее чем на 30%, снижение p95 не менее чем на 20%, отсутствие автоколебаний коррекции, нулевой выход за допуск на валидационных циклах.
Типичные ошибки внедрения
- Переобучение модели на одном режиме.
- Перенос коэффициентов между несопоставимыми режимами без валидации.
- Неверные точки установки датчиков.
- Смешение «измеренной деформации» и «компенсирующей коррекции».
Типовые коэффициенты линейного расширения материалов винтов ШВП
| Материал | α, K⁻¹ | Примечание |
|---|---|---|
| Углеродистые/легированные стали | (11–13)×10⁻⁶ | Справочный диапазон, обычно для интервала около 20–60 °C. |
| Низкорасширяемые сплавы | (8–10)×10⁻⁶ | Компромисс между стоимостью и стабильностью. |
| Инварные сплавы | (1–2)×10⁻⁶ | Для сверхпрецизионных задач. |



