
При ТВЧ-закалке валов рабочий участок быстро нагревают токами высокой частоты, а затем интенсивно охлаждают. В результате на поверхности образуется твердый мартенситный слой, а сердцевина остается более вязкой и лучше воспринимает изгиб, кручение и ударные нагрузки.
- ТВЧ означает токи высокой частоты; ТВЧ-нагрев является стадией, а закалка включает нагрев и последующее охлаждение.
- Для валов метод применяют локально: на шейках, посадочных поверхностях, шлицах, кулачках, дорожках качения и опорных участках.
- Основные параметры режима: частота, мощность, время нагрева, температура, зазор между индуктором и деталью, вращение, скорость перемещения и охлаждение.
- Окончательный режим подтверждают контролем: HRC, глубина эффективного слоя, микрошлиф, металлография и проверка трещин.
Что такое ТВЧ-закалка валов
В практике под ТВЧ-закалкой понимают закалку токами высокой частоты. Индуктор создает переменное электромагнитное поле, в поверхностном слое детали возникают вихревые токи, металл быстро нагревается до температуры аустенитизации, после чего охлаждается водой, полимерным раствором, маслом или эмульсией.
ТВЧ-нагрев
Стадия подвода тепла за счет электромагнитной индукции. Сам по себе нагрев не гарантирует получения закаленной структуры.
ТВЧ-закалка
Полный процесс: индукционный нагрев, выдержка при необходимости, быстрое охлаждение и обычно низкий отпуск для снижения напряжений.
Поверхностное упрочнение
Результат обработки ТВЧ: твердый слой заданной глубины при сохранении менее хрупкой сердцевины вала.
Зачем закаливают рабочие поверхности валов
Валы редко требуют одинаковой твердости по всему сечению. Чаще нагружены отдельные поверхности: шейки под подшипники, посадочные места, шлицы, зубчатые участки, кулачки, дорожки контакта, зоны трения с втулками и уплотнениями. ТВЧ-закалка валов позволяет упрочнить именно эти участки без лишнего нагрева всей детали.
Цель обработки состоит в повышении износостойкости, сопротивления контактной усталости и стойкости к смятию. При этом сердцевина должна сохранять достаточную вязкость, чтобы вал не становился хрупким при переменных нагрузках.
Физический принцип процесса
Принцип работы ТВЧ основан на электромагнитной индукции. Переменный ток в индукторе создает магнитное поле, которое наводит в стали вихревые токи. Из-за электрического сопротивления металла выделяется тепло. Чем выше частота, тем сильнее ток вытесняется к поверхности: это явление называют скин-эффектом.
При достижении температуры аустенитизации структура стали переходит в аустенит. Температуру выбирают по марке стали, исходной структуре и технологической карте, а не как универсальное число для всех валов. Быстрое охлаждение переводит аустенит в мартенсит, твердую, но напряженную структуру. Поэтому после закалки часто выполняют низкий отпуск, если он предусмотрен чертежом и технологией.
Количество теплоты по закону Джоуля-Ленца зависит от индуцированного тока I, сопротивления R и времени нагрева t. В реальном процессе распределение тепла дополнительно определяется геометрией детали, частотой, магнитными свойствами стали и теплоотводом.
Глубина проникновения тока δ качественно уменьшается при росте частоты f и увеличивается при росте удельного электрического сопротивления ρ. Для инженерных расчетов применяют формулы с заданной системой единиц, поэтому справочная зависимость не является готовым режимом закалки.
Материалы для ТВЧ-закалки
Лучше всего на закалку металла ТВЧ реагируют стали, способные образовывать мартенсит при охлаждении. Обычно это среднеуглеродистые конструкционные стали, легированные конструкционные стали и отдельные высокоуглеродистые стали. Для валов часто рассматривают стали марок 40, 45, 40Х, 40ХН и близкие по назначению материалы. Конкретная применимость задается стандартом на материал, чертежом, требуемой твердостью и технологической документацией.
| Группа стали | Применимость | Ограничения и контроль |
|---|---|---|
| Среднеуглеродистые конструкционные | Частый выбор для шеек, посадочных мест и рабочих дорожек валов | Нужно подтвердить твердость HRC, глубину слоя и отсутствие трещин |
| Легированные конструкционные | Подходят для более ответственных валов и повышенной прокаливаемости | Режим охлаждения подбирают с учетом склонности к трещинам и деформациям |
| Высокоуглеродистые | Могут давать высокую поверхностную твердость | Выше риск хрупкости, перегрева и закалочных трещин |
| Цементуемые | Применимы после подготовки или насыщения поверхностного слоя | Низкоуглеродистая сердцевина без подготовленного слоя обычно не дает нужной твердости |
Пригодность стали зависит от исходной структуры, содержания углерода, легирования, диаметра вала, требуемой глубины слоя и выбранного охлаждения. Для ответственных деталей режим назначают после пробных образцов или деталей-свидетелей.
Оборудование и индукторы
Установка ТВЧ для закалки деталей обычно включает генератор, согласующее устройство, индуктор, механизм вращения или перемещения детали, систему охлаждения индуктора, закалочный спрейер или ванну, средства контроля мощности, времени и скорости. Для валов особенно важны центровка, стабильное вращение, осевое перемещение и постоянный зазор между индуктором и поверхностью.
Индуктор для ТВЧ-закалки валов изготавливают под конкретную геометрию зоны нагрева. Ошибка формы или зазора быстро приводит к мягким пятнам, перегреву кромок или неравномерной глубине слоя.
| Тип индуктора | Где применяют | Особенности |
|---|---|---|
| Кольцевой | Цилиндрические участки, шейки, длинные валы | Удобен для вращения детали и последовательного перемещения вдоль оси |
| Петлевой | Локальные зоны, торцы, отдельные посадочные места | Позволяет нагревать ограниченный участок без обработки соседних зон |
| Профильный | Шлицы, галтели, кулачки, сложные переходы | Повторяет форму зоны нагрева, требует точной настройки зазора |
| Секционный | Валы с разными требованиями по участкам | Позволяет менять распределение мощности и зону воздействия |
| Многовитковый | Короткие детали или участки большой длины | Дает более протяженную зону нагрева, но сложнее управлять равномерностью |
Основные режимы и параметры
Режим ТВЧ-закалки подбирают как сочетание нескольких параметров. Частоту нельзя рассматривать отдельно от мощности, времени нагрева, зазора, скорости вращения и охлаждения. Один и тот же генератор может дать разные результаты при изменении индуктора или положения детали.
| Параметр | Влияние на результат | Что контролировать |
|---|---|---|
| Частота, кГц | Определяет характер поверхностного нагрева и ориентировочную глубину слоя | Соответствие требуемой глубине и диаметру вала |
| Мощность, кВт | Задает скорость нагрева и риск перегрева поверхности | Температуру, равномерность нагрева, отсутствие прижогов |
| Время нагрева, с | Влияет на прогрев слоя и рост зерна при передержке | Повторяемость цикла, структуру после закалки |
| Зазор индуктор-деталь, мм | Меняет КПД и локальное распределение температуры | Стабильность зазора при вращении и биении |
| Скорость перемещения | Важна при непрерывно-последовательной закалке | Равномерность дорожки и перекрытие зон |
| Охлаждение | Формирует мартенсит, но может вызвать трещины и коробление | Расход, температуру среды, направление струй |
Выбор частоты и глубины слоя
Практическое правило простое: низкая частота дает более глубокий прогрев, высокая частота дает более тонкий поверхностный слой. Но фактическая глубина закаленного слоя отличается от расчетной глубины проникновения тока, потому что металл одновременно нагревается, отводит тепло внутрь и меняет магнитные свойства при переходе через критические температуры.
Диапазоны ниже ориентировочные. Они не заменяют нормативные требования, чертеж, технологическую карту и опытную отработку режима.
| Диапазон частот | Ориентировочная задача | Типичная глубина слоя |
|---|---|---|
| 1–10 кГц | Глубокий слой на крупных валах и массивных участках | примерно 3–8 мм |
| 10–30 кГц | Средняя глубина для шеек и посадочных поверхностей | примерно 1,5–4 мм |
| 30–100 кГц | Тонкий и средний слой на деталях среднего размера | примерно 0,8–2,5 мм |
| 100–400 кГц | Тонкая поверхностная закалка небольших участков | примерно 0,3–1,2 мм |
h обозначает ориентировочную глубину закаленного слоя, δ обозначает глубину проникновения тока. Коэффициент зависит от длительности нагрева, теплопроводности стали, диаметра детали, индуктора и охлаждения.
P обозначает требуемую мощность, D диаметр вала, L длину нагреваемого участка, q удельную мощность нагрева, η КПД системы индуктор-деталь. Это оценка для выбора диапазона мощности, а не готовый режим.
t обозначает время нагрева, c теплоемкость, m массу нагреваемого слоя, ΔT повышение температуры. В расчет обычно вводят запас на теплопотери и неравномерность нагрева.
Технологический процесс
Типовая обработка ТВЧ начинается с подготовки поверхности: удаляют масло, окалину, забоины и загрязнения. Если после закалки предусмотрено шлифование, оставляют припуск с учетом возможного коробления и глубины упрочненного слоя.
- Проверяют материал, исходную твердость, геометрию, биение и состояние поверхности.
- Выбирают индуктор для ТВЧ, задают частоту, мощность, зазор, вращение и скорость перемещения.
- Проводят пробную закалку на образце или технологической детали.
- Нагревают участок до температуры аустенитизации, выбранной по марке стали и технологической карте.
- Выполняют охлаждение спрейером, погружением или комбинированным способом.
- Проводят отпуск, если он предусмотрен технологией и требованиями чертежа.
- Выполняют финишную обработку: шлифование, полирование, доводку посадочных мест.
- Контролируют твердость, глубину слоя, структуру и отсутствие трещин.
Охлаждение после нагрева
Охлаждение должно быть достаточно интенсивным для мартенситного превращения, но не чрезмерным для конкретной стали и геометрии. На валах особенно важны равномерность струй, стабильный расход и отсутствие локального перегрева перед подачей охлаждающей среды.
| Среда | Плюсы | Риски и ограничения |
|---|---|---|
| Вода | Высокая интенсивность охлаждения, простота применения | Повышенный риск трещин и коробления на чувствительных сталях |
| Полимерный раствор | Регулируемая охлаждающая способность | Нужен контроль концентрации, температуры и старения раствора |
| Масло | Более мягкое охлаждение для склонных к трещинам сталей | Ниже интенсивность, выше требования к пожарной безопасности и чистоте |
| Эмульсия | Компромисс между водой и маслом | Требует стабильного состава и контроля загрязнений |
Контроль качества
Контроль после ТВЧ-закалки должен отвечать чертежу и назначению детали. Обычно проверяют поверхностную твердость в HRC, глубину эффективного слоя, структуру на микрошлифе, наличие трещин и геометрию после термообработки.
Эффективная глубина слоя не сводится к видимой темной зоне на травленом шлифе. Ее задают по принятому критерию твердости или структуре. Для ответственных валов применяют образцы-свидетели либо контрольные вырезки, если это допустимо технологически.
- Твердомерный контроль: Rockwell HRC, поверхностные методы или микротвердость по сечению.
- Микрошлиф: оценка мартенситного слоя, переходной зоны, перегрева, обезуглероживания и зерна.
- Контроль глубины: измерение профиля твердости или металлографическая оценка по согласованному критерию.
- Магнитопорошковый контроль: применяют для ферромагнитных сталей при поиске поверхностных и подповерхностных трещин.
- Капиллярный контроль: применяют для открытых поверхностных дефектов, если метод подходит для состояния поверхности.
- Геометрия: биение, овальность, размер после шлифования, состояние галтелей и переходов.
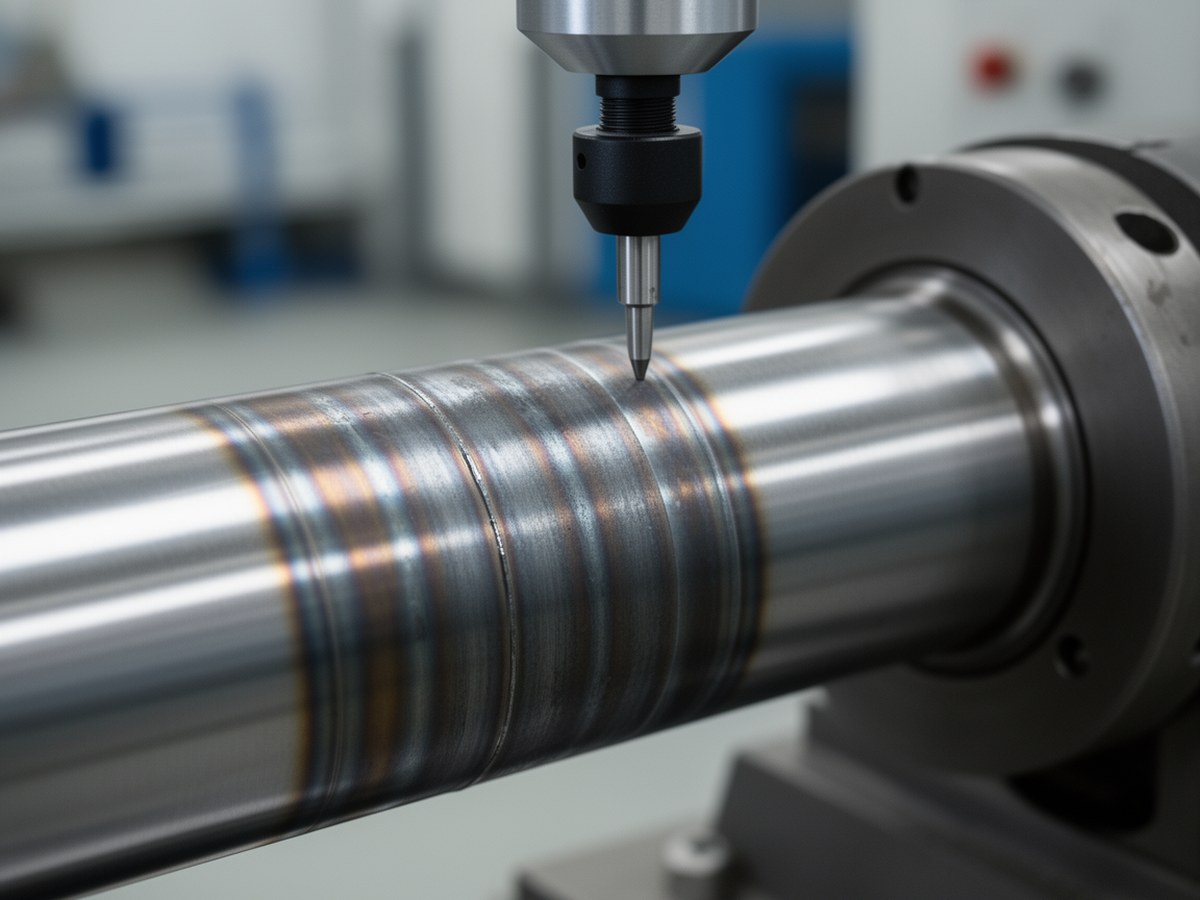
Контроль после закалки
Изображение уместно рядом с разделом о твердомерном контроле и проверке качества поверхностного слоя.
Дефекты ТВЧ-закалки валов
| Дефект | Вероятные причины | Профилактика |
|---|---|---|
| Перегрев | Избыточная мощность, передержка, малый зазор, плохое перемещение | Снизить мощность или время, стабилизировать зазор, проверить индуктор |
| Закалочные трещины | Слишком резкое охлаждение, острые переходы, высокая твердость, остаточные напряжения | Смягчить охлаждение, скруглить переходы, назначить отпуск, проверить сталь |
| Мягкие пятна | Недогрев, неравномерные струи, загрязненная поверхность, нестабильная скорость | Очистить деталь, отрегулировать спрейер, обеспечить вращение и повторяемость цикла |
| Неравномерная глубина слоя | Биение вала, неправильный индуктор, переменный зазор, сложная геометрия | Проверить центровку, применить профильный индуктор, стабилизировать механику станка |
| Коробление | Неравномерный нагрев или охлаждение, внутренние напряжения после мехобработки | Использовать предварительное снятие напряжений, симметричное охлаждение, припуск под шлифование |
| Отпускная хрупкость или падение твердости | Неверная температура отпуска, перегрев при последующей обработке | Контролировать режим отпуска и температуру при шлифовании |
| Прижоги после шлифования | Слишком жесткий режим финишной обработки закаленного слоя | Подобрать круг, подачу и охлаждение, контролировать поверхность после шлифования |
Обозначение ТВЧ-закалки на чертеже
Запись «ТВЧ» на чертеже должна быть однозначной для технолога и контролера. Недостаточно указать только сам факт обработки: нужно задать участок, глубину эффективного слоя, твердость, допустимые зоны перехода и требования к контролю.
| Что указывают | Зачем это нужно |
|---|---|
| Зона обработки | Определяет, какие шейки, дорожки, шлицы или участки вала подлежат закалке |
| Твердость, HRC | Задает требуемое состояние поверхности после закалки и отпуска |
| Эффективная глубина слоя, мм | Фиксирует минимальную или допустимую глубину упрочнения после финишной обработки |
| Переходная зона | Помогает избежать спорных участков на границе закалки и незакаленной поверхности |
| Припуск под шлифование | Нужен, чтобы после снятия металла сохранить требуемый закаленный слой |
| Методы контроля | Задают проверку твердости, глубины слоя, структуры и трещин по ТУ, чертежу и применимым стандартам |
Пример технической записи: «Закалить ТВЧ участок А на длине 45 мм, HRC 50–55, hэф 1,5–2,0 мм; контроль твердости по поверхности, контроль трещин МПК». Формулировка зависит от норм предприятия, материала и назначения детали.
Если после закалки вал нужно точить или шлифовать, на чертеже и в технологии учитывают припуск. Снятие слишком большого слоя может удалить часть упрочненной зоны и привести к несоответствию по эффективной глубине.
Сравнение с другими методами упрочнения
| Метод | Когда подходит | Отличие от ТВЧ-закалки |
|---|---|---|
| Объемная термообработка | Когда нужна твердость по всему сечению или заданная прочность сердцевины | Нагревает весь объем детали, обычно дает больше деформаций и не обеспечивает локальность ТВЧ |
| Цементация | Для низкоуглеродистых сталей с твердым насыщенным слоем | Процесс длительнее, слой формируется химико-термически, часто требуется последующая закалка |
| Азотирование | Для высокой износостойкости, усталостной прочности и малых деформаций | Ниже температура, длительный цикл, тонкий твердый слой, особые требования к стали |
| Наплавка | Для восстановления размеров или создания износостойкого покрытия | Добавляет металл на поверхность, требует контроля сплавления и последующей механической обработки |
Ограничения метода
Поверхностная закалка ТВЧ не заменяет все виды термообработки. Метод требует точной связи между материалом, геометрией, индуктором и охлаждением. Сложности возникают на резких переходах сечения, глубоких шпоночных пазах, тонких стенках, участках с большим биением и деталях из стали с недостаточной прокаливаемостью.
ТВЧ-закалка также требует опытной отработки при жестких требованиях к короблению, при закалке рядом с галтелями и отверстиями, при большой разнице диаметров на одном валу и при необходимости очень равномерного слоя на длинномерной детали.
Краткий вывод
ТВЧ-закалку валов применяют, когда нужно упрочнить рабочую поверхность без полной объемной закалки детали. В техническом задании или на чертеже задают материал, участок обработки, твердость HRC, эффективную глубину слоя, припуск и методы контроля. Технолог уточняет частоту, мощность, индуктор, охлаждение и перемещение детали. Рабочий режим подтверждают твердостью, микрошлифом, глубиной слоя, геометрией и контролем трещин.



