
Запрос «винт переменного шага» часто трактуют как ВРШ/ВИШ (пропеллер). Ниже рассматривается только винт с переменным шагом резьбы, где изменение шага вдоль оси задаёт требуемую кинематику линейного перемещения.
- Базовая величина: P(z), мм/об.
- Ключевая проверка: контроль шага по длине вместе с профилем, биением и соосностью.
- Точность обеспечивается цепочкой «маршрут, ТО, компенсация деформаций, финиш, метрология».
Область применения и терминологические границы
Винт с переменным шагом резьбы применяют в приводах, где осевая подача должна меняться по заданному закону без изменения частоты вращения.
ВРШ/ВИШ это винтовой движитель с поворотом лопастей. Совпадает только словосочетание «изменяемый шаг винта», но объект, физика и расчётные модели различаются.
Не смешивайте переменный шаг резьбы и многозаходность. Заходность и переменность шага независимы.
Базовые определения и обозначения
Обозначения: P(z) шаг, мм/об; z осевая координата, мм; φ угол поворота, рад; ω угловая скорость, рад/с; vz осевая скорость, мм/с.
Линейный закон удобен для старта, но при ограничениях по ускорению чаще используют кусочно-линейный или полиномиальный закон.
Кинематика и расчёт P(z)
При заданном P(z) корректная связь имеет дифференциальную форму:
Эквивалентная интегральная запись в явном виде по z:
Функцию z(φ) получают численно как решение ОДУ. Если вводят Pφ(φ)=P(z(φ)), тогда допустимо писать:
Механизм изменения шага здесь реализуется профилем резьбы, а не исполнительным узлом поворота лопастей.
Выбор закона изменения шага
| Закон | Когда применять | Плюс | Ограничение |
|---|---|---|---|
| Линейный | Монотонное изменение подачи | Простой расчёт и CAM | Ограниченный контроль динамики |
| Кусочно-линейный | Разгон, рабочий ход, торможение | Ясная зонная логика | Нужна гладкая стыковка участков |
| Полиномиальный | Чувствительные к рывку системы | Лучшая плавность | Сложнее верификация и постпроцессинг |
Мини-кейс: для цикла «разгон, рабочий ход, торможение» обычно берут кусочно-линейный закон: рост P(z) на разгоне, плато на рабочем участке, спад в зоне торможения. Затем проверяют ограничения станка по ускорениям осей и дискретизации интерполятора.
Технологический маршрут и компенсация после ТО
Типовой маршрут: заготовка и базирование → черновая обработка → формообразование резьбы → промежуточный контроль → термообработка → правка/стабилизация → финиш → окончательный контроль.
Схема после ТО:
- Измерить биение, прямолинейность, шаг по контрольным сечениям.
- Сравнить результаты с критериями правки по техпроцессу.
- Выполнить правку с ограничением усилия и повторной стабилизацией при необходимости.
- Уточнить остаточный припуск под финиш по фактической геометрии.
- Провести финишную обработку и повторный 100% контроль критичных параметров.
Для длинных деталей фиксируют единую базовую схему и применяют люнеты, чтобы снизить прогиб и тепловой увод.
Допуски и шероховатость по этапам (типовые ориентиры)
| Этап | Параметры | Типовой диапазон |
|---|---|---|
| Черновой | Диаметр, прямолинейность, биение | Биение 0,08–0,20 мм; Ra 3,2–6,3 мкм |
| Получистовой | Предварительный шаг, профиль | Отклонение шага 0,03–0,08 мм на 300 мм; Ra 1,6–3,2 мкм |
| После ТО | Деформации перед финишем | Критерии правки задают НД предприятия, обычно контроль биения и соосности 100% |
| Финиш | Шаг по длине, профиль, средний диаметр | Отклонение шага 0,005–0,020 мм на 300 мм; профиль 0,005–0,015 мм; Ra 0,2–0,8 мкм |
Диапазоны ориентировочные. Финальные значения назначают по ТЗ, классу точности узла и применяемому стандарту.
Контроль качества и метрология
Обязательный минимум: шаг по длине, профиль резьбы, средний диаметр, радиальное биение, соосность баз и шероховатость. Для сложного P(z) применяют сравнение облака измерений с CAD-эталоном.
Нормативная база обычно включает профильные ГОСТ/ISO по метрологическому обеспечению, правила поверки средств измерений и внутренние НД предприятия (карты контроля, планы выборки, критерии годности). Конкретный набор фиксируют в маршрутной и контрольной документации.
Шаблон протокола контроля: идентификатор детали, ревизия КД, материал и ТО, базирование при измерении, приборы и статус поверки, температурные условия, таблица точек контроля шага по длине, профиль/биение/соосность, статистика партии, решение о годности, подписи ОТК.
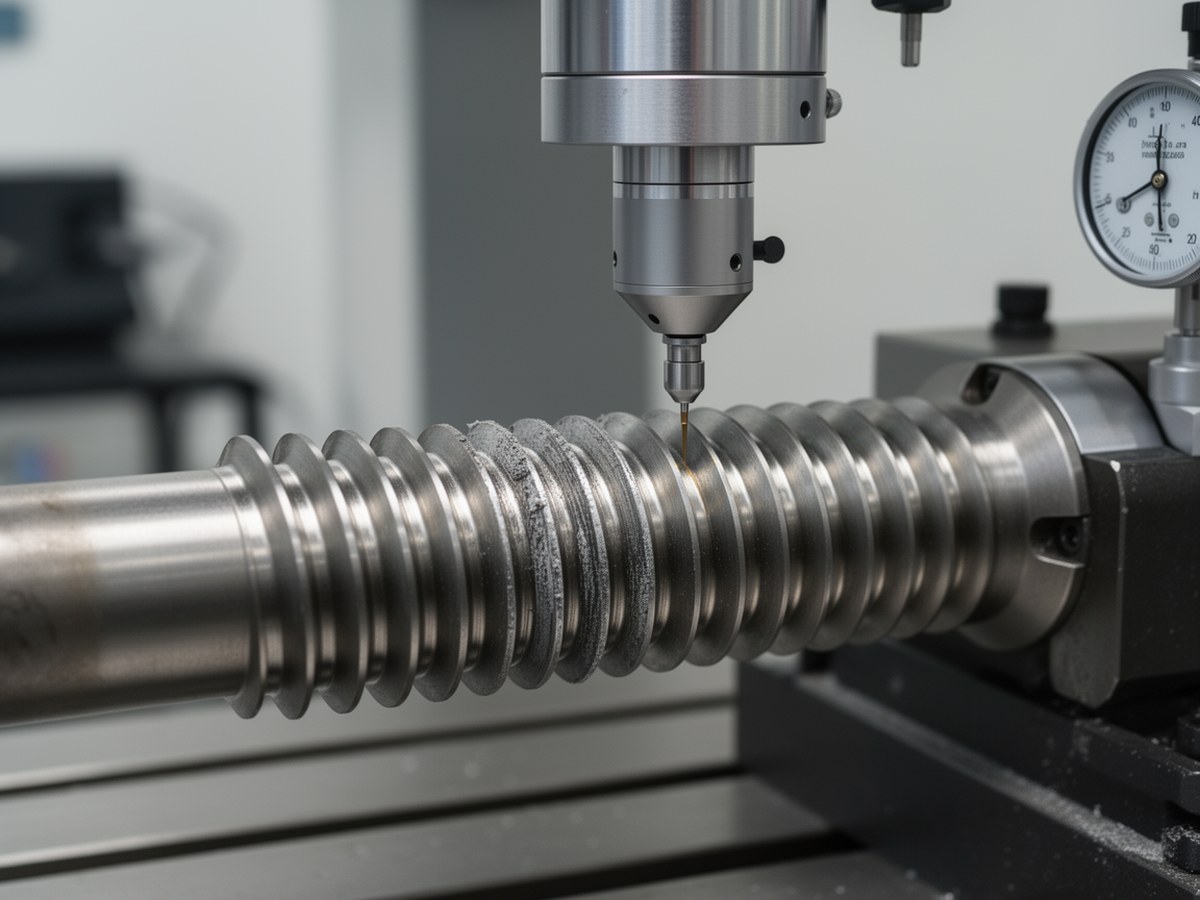
Контроль шага по длине
Иллюстрация к разделу метрологии: как проверяют шаг, биение и соосность в едином контуре ОТК.
Типовые дефекты и корректирующие действия
| Дефект | Физическая причина | Диагностика | Корректирующее действие | Профилактика |
|---|---|---|---|---|
| Локальный провал шага | Люфт осей, ошибка интерполяции | Карта шага по длине | Компенсация люфта, правка траектории | Периодическая калибровка привода |
| Отклонение профиля | Износ инструмента, термодрейф | Профилометр/оптика | Смена инструмента, коррекции | Лимиты стойкости и мониторинг |
| Рост биения после ТО | Неравномерный нагрев и остаточные напряжения | Контроль в центрах и на КИМ | Правка, стабилизация, повторный припуск | Оптимизация режима ТО и подвеса |
| Повышенная шероховатость | Вибрации, перегрев, неверная СОЖ | Измерение Ra, следы вибрации | Коррекция режимов, финишный проход | Повышение жёсткости и термостабильности |
Сравнение методов изготовления
| Метод | Точность | Производительность | Применимость |
|---|---|---|---|
| ЧПУ-резание | Высокая | Средняя | Универсальный вариант для малых и средних партий |
| Резьбошлифование | Очень высокая | Ниже средней | Финиш прецизионных винтов |
| ЭЭО (электроэрозионная обработка, EDM) | Локально очень высокая | Низкая | Сложные зоны и твёрдые материалы |
| Аддитив + мехфиниш | Средняя до финиша | Хорошая для единичных изделий | Прототипы и сложная геометрия |



