Конические втулки Taper Bush (аналог системы Taper Lock) надежно фиксируют детали на валах. Они исключают сложную механическую обработку ступиц и ускоряют сборку приводов. При этом ошибки монтажа вызывают преждевременный износ узла, вибрации и разрушение посадочных поверхностей.
- Монтаж: требует абсолютной чистоты поверхностей и строгого соблюдения моментов затяжки.
- Демонтаж: выполняется исключительно через отжимные полуотверстия.
- Диагностика: включает контроль люфтов, вибрации и поиск следов фреттинг-коррозии.
Принцип работы и устройство
Втулка Taper Bush работает за счет самоцентрирования и фрикционного натяга. Деталь получила наружную коническую поверхность и цилиндрическое внутреннее отверстие со шпоночным пазом. На втулке и в ступице выполнены продольные полуотверстия. При совмещении они образуют полноценные цилиндрические каналы.
При закручивании установочных винтов втулка втягивается в коническое отверстие ступицы. Осевое смещение по конусу вызывает радиальное сжатие детали благодаря продольному разрезу. В результате она намертво садится на вал и одновременно распирает ступицу.
Критическое различие отверстий:
В системе Taper Bush полуотверстия делятся на два типа. Крепежные имеют резьбу только на стороне ступицы при гладкой стенке на втулке. Отжимные отверстия отличаются резьбой на стороне втулки и гладкой стенкой на ступице. Ошибка в выборе отверстий при монтаже гарантированно разрушает чугунную ступицу или саму втулку.
Монтаж и демонтаж
Проблемы при эксплуатации конических соединений обычно связаны с нарушением технологии сборки. Наличие смазки на конусных поверхностях без специальных указаний или неравномерная затяжка винтов резко снижают несущую способность узла.
Алгоритм монтажа
- Очистите и обезжирьте вал, внутреннее отверстие втулки, наружный конус и конусное отверстие ступицы.
- Вставьте втулку в ступицу. Гладкие полуотверстия втулки должны совпасть с резьбовыми полуотверстиями ступицы.
- Слегка смажьте резьбу установочных винтов и вкрутите их от руки в крепежные отверстия.
- Установите узел на вал в нужное положение.
- Динамометрическим ключом равномерно затяните винты до рекомендованного момента.
Алгоритм демонтажа
- Полностью выкрутите все установочные винты из крепежных отверстий.
- Очистите резьбу винтов и нанесите смазку.
- Вкрутите винты в отжимные отверстия с резьбой на самой втулке.
- Равномерно затягивайте винты до выхода втулки из конуса ступицы.
- Снимите ослабленный узел с вала.
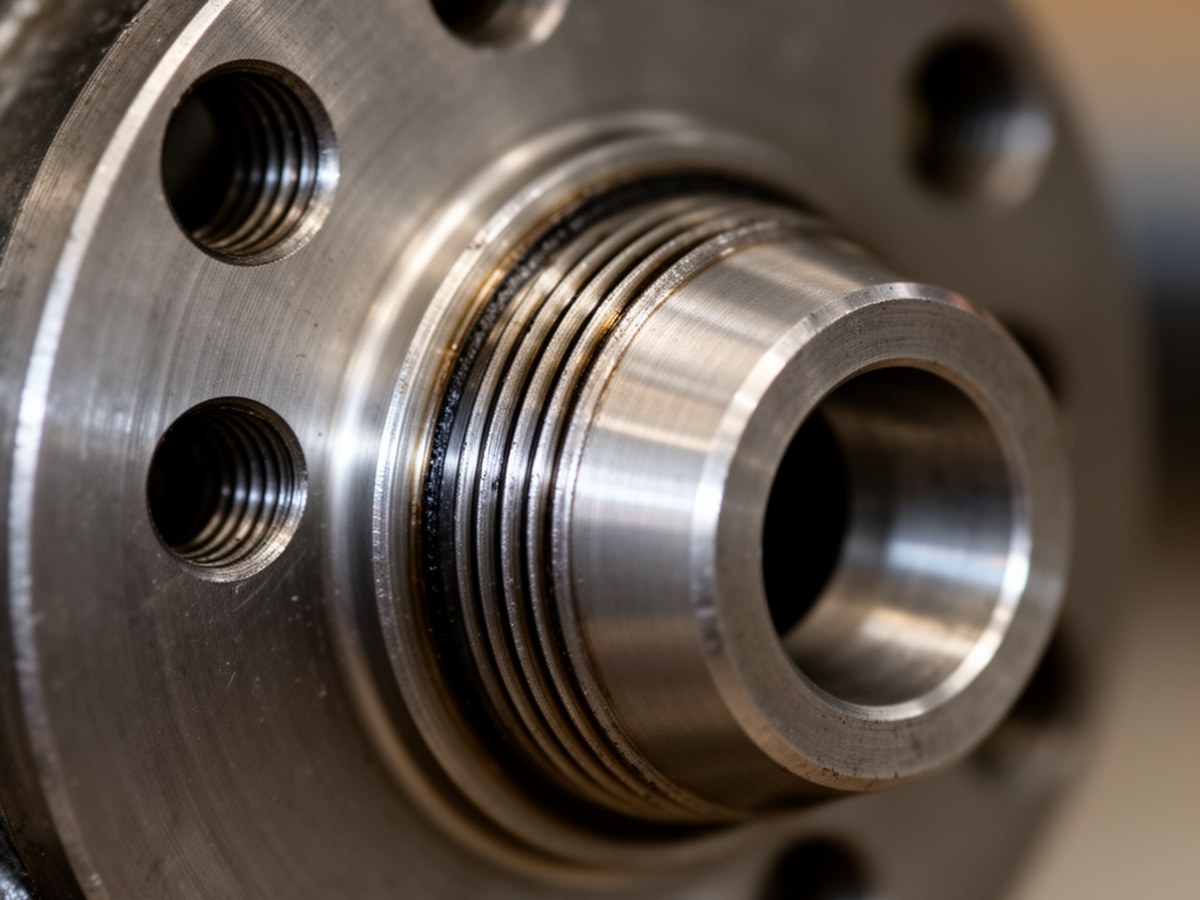
Конструкция монтажных отверстий
Детальный вид совмещенных полуотверстий перед установкой крепежных винтов.
Диагностика неисправностей
Проскальзывание, повышенная вибрация и специфический износ указывают на дефекты соединения. Раннее обнаружение этих признаков предотвращает аварийную остановку привода.
Оценка проскальзывания
Проскальзывание возникает при слабой затяжке или износе конусных поверхностей. Оно нарушает синхронизацию передачи и вызывает сильный нагрев узла. Количественная оценка рассчитывается по формуле:
Где:
S обозначает величину проскальзывания в процентах;
n₁ соответствует номинальной частоте вращения ведомого вала в об/мин;
n₂ показывает фактическую измеренную частоту вращения ведомого вала в об/мин.
Фреттинг-коррозия
Фрикционные соединения подвержены фреттинг-коррозии. Она развивается при микроскопических взаимных перемещениях деталей под действием циклических нагрузок. Трение разрушает оксидную пленку металла. Частицы стали окисляются и превращаются в мелкодисперсный красно-бурый порошок, действующий как абразив. Появление такой ржавчины на торцах втулки прямо указывает на недостаточный натяг или критический износ конуса.
Техническое обслуживание и допуски
Для сохранения ресурса требуется регулярно контролировать моменты затяжки и геометрию узла. Ниже приведены справочные данные для основных типоразмеров.
Моменты затяжки установочных винтов
| Типоразмер втулки | Размер винта (BSW / Метрический) | Кол-во винтов | Момент затяжки (Н·м) |
|---|---|---|---|
| 1008, 1108 | 1/4" (M6) | 2 | 5.6 |
| 1210, 1215, 1310, 1610, 1615 | 3/8" (M10) | 2 | 20.0 |
| 2012, 2517 | 7/16" (M12) / 1/2" (M12) | 2 | 31.0 / 48.0 |
| 3020, 3030 | 5/8" (M16) | 2 | 90.0 |
| 3525, 3535 | 1/2" (M12) - 3 шт. | 3 | 112.0 |
Допустимые люфты
При проведении технического обслуживания с помощью индикаторов часового типа проверяются радиальные и осевые люфты. Превышение табличных значений требует замены втулки или сопрягаемой детали.
| Типоразмер втулки | Допустимый радиальный люфт (мм) | Допустимый осевой люфт (мм) |
|---|---|---|
| 1008 - 1108 | 0.03 | 0.05 |
| 1210 - 1615 | 0.04 | 0.06 |
| 2012 - 2517 | 0.05 | 0.08 |
| 3020 - 3535 | 0.06 | 0.10 |
Предельные значения износа
Износ поверхностей оценивается микрометрическим инструментом. Деталь подлежит отбраковке при износе конусной поверхности свыше 0.05 мм (критическое значение 0.10 мм) или посадочного отверстия более 0.03 мм (критическое 0.08 мм). Восстанавливать конусные поверхности втулок экономически нецелесообразно из-за жестких требований к геометрии.