
Закаленные звездочки работают в условиях высоких контактных напряжений и сильного абразивного износа. В отличие от нормализованных деталей, они получают градиентную структуру. Твердый поверхностный слой защищает от истирания, а пластичная сердцевина предотвращает хрупкое разрушение при динамических нагрузках.
- Целевое назначение: тяжелонагруженные приводы, горнодобывающее и конвейерное оборудование.
- Регламентирующие стандарты: ГОСТ 13568-97, ГОСТ 591-69.
- Ключевой параметр: глубина закаленного слоя (обычно 1,5–2,5 мм в зависимости от шага цепи).
Назначение и особенности конструкции закаленных звездочек
При зацеплении с роликами цепи зубья испытывают циклические контактные и изгибные напряжения. Детали без термической обработки в таких узлах быстро деформируются и стираются. Звездочки с калеными зубьями служат дольше благодаря мартенситной структуре в зоне контакта.
Здесь важно обеспечить именно локальное упрочнение. Если деталь прокаливается насквозь, зуб становится хрупким и ломается при ударной нагрузке. Технологический процесс выстраивают так, чтобы получить твердую «корку» и сохранить вязкую основу.
Материалы для изготовления звездочек
Марка стали определяет прокаливаемость и конечные механические свойства детали. В машиностроении используют два основных подхода: цементацию низкоуглеродистых сплавов (например, 20Х) и поверхностную закалку среднеуглеродистых.
Сталь 45 и 40Х (Закалка ТВЧ)
Самый частый и технологичный вариант. Содержания углерода (0,4–0,5%) хватает для твердости 45–55 HRC без дополнительного насыщения поверхности. Сталь 40Х благодаря хрому прокаливается лучше.
Сталь 20Х (Цементация)
Подходит для ответственных передач с высокими ударными нагрузками. Процесс долгий и дорогой из-за этапа диффузионного насыщения углеродом перед закалкой, зато дает высокую вязкость сердцевины.
| Марка стали | Термообработка | Твердость поверхности (HRC) | Предел прочности, МПа | Применение |
|---|---|---|---|---|
| Сталь 45 | Улучшение + ТВЧ | 45–50 | 600–700 | Передачи общего назначения, средние скорости |
| 40Х | Улучшение + ТВЧ | 48–53 | 900–1000 | Нагруженные приводы, конвейеры |
| 35ХГСА | Улучшение + ТВЧ | 50–55 | 1100–1200 | Тяжелое машиностроение, ударные нагрузки |
Методы термической обработки
Термическая обработка задает распределение внутренних напряжений и итоговую структуру металла.
| Метод | Особенности процесса | Преимущества | Недостатки |
|---|---|---|---|
| Объемная закалка | Нагрев всей детали в печи (820–850°C) с последующим охлаждением. | Простота технологии, низкая стоимость для мелких деталей. | Сквозная прокаливаемость тонких зубьев, риск хрупкого излома, коробление. |
| Закалка ТВЧ | Индукционный нагрев токами высокой частоты только профиля зуба. | Сохранение вязкой сердцевины, минимальные поводки, высокая производительность. | Требуется изготовление специальных индукторов под каждый шаг цепи. |
| Лазерная закалка | Локальный нагрев лазерным лучом с самозакалкой за счет теплоотвода вглубь детали. | Высочайшая точность, отсутствие деформаций, возможность обработки сложных профилей. | Высокая стоимость оборудования, малая глубина слоя (до 1-1,5 мм). |
Инженерное примечание: Для большинства промышленных задач оптимальна закалка ТВЧ. Она дает глубину мартенситного слоя 1,5–2,5 мм, чего хватает для компенсации допустимого износа цепи.
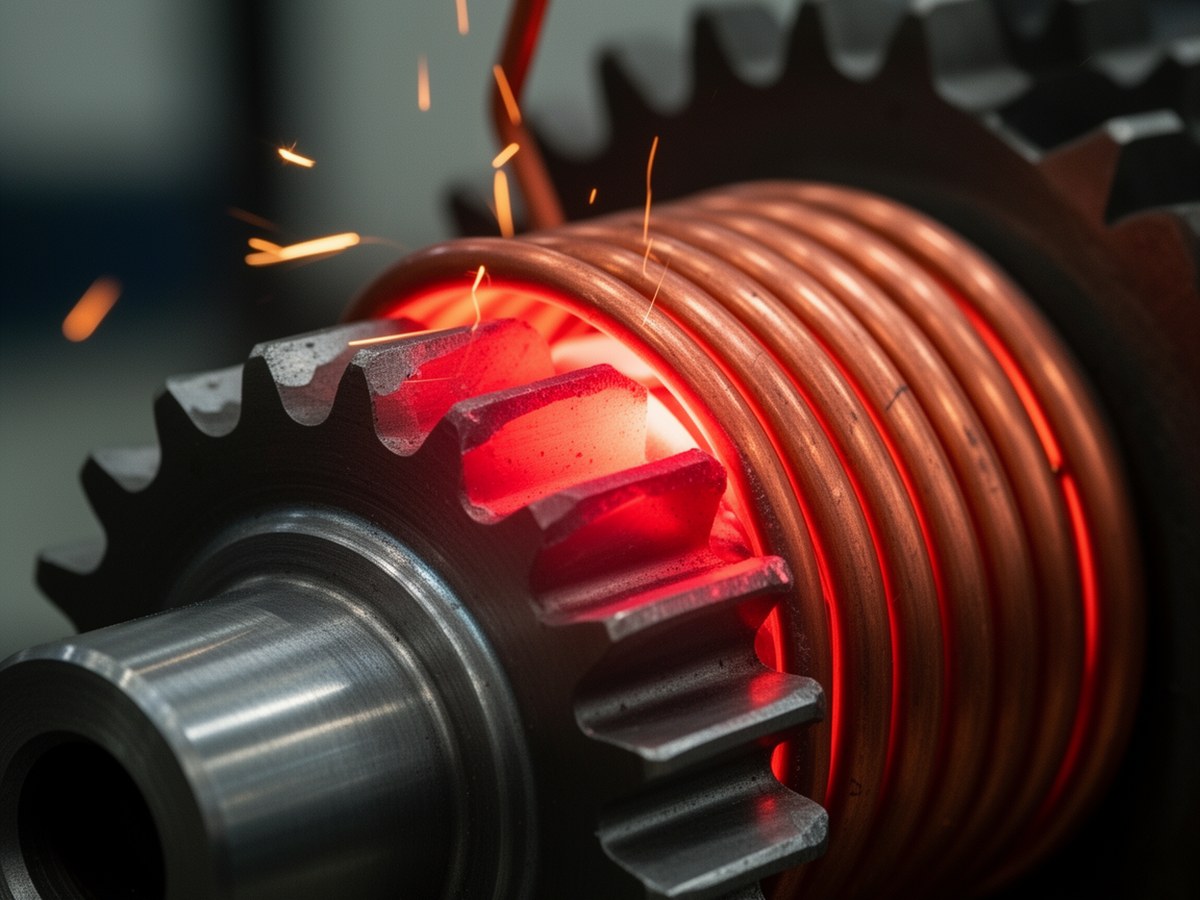
Индукционная закалка
Иллюстрация локального нагрева профиля зуба.
Расчет контактных напряжений и долговечности
Долговечность цепной передачи оценивают по контактной выносливости рабочих поверхностей. При соприкосновении ролика цепи и зуба возникают напряжения, описываемые формулой Герца для цилиндрических деталей.
Где:
σ_H, расчетное контактное напряжение, МПа;
F_t, окружное усилие в зацеплении, Н;
K_H, коэффициент нагрузки;
[σ_H], допускаемое контактное напряжение, зависящее от твердости (для сталей с закалкой ТВЧ [σ_H] ≈ 18...22 HRC поверхностного слоя).
Ресурс передачи прямо пропорционален кубу отношения допускаемого напряжения к действующему. Повышение твердости с 30 HRC (нормализация) до 50 HRC (ТВЧ) увеличивает расчетный срок службы в несколько раз.
Дефектоскопия и критерии предельного состояния
При эксплуатации звездочки постепенно изнашиваются. Своевременный контроль состояния деталей помогает избежать аварийного обрыва цепи.
- Абразивный износ. Истирание профиля зуба, которое ведет к изменению геометрии и заострению.
- Питтинг (осповидное выкрашивание). Усталостное разрушение поверхностного слоя из-за циклических контактных напряжений. Возникает в зонах максимального давления ролика.
- Усталостное выкрашивание. Отслоение крупных фрагментов закаленного слоя. Обычно возникает из-за нарушений технологии ТВЧ, например, при перегреве или слишком резком градиенте твердости.
| Вид дефекта | Допустимая величина | Действия при превышении |
|---|---|---|
| Износ профиля зуба | Не более 0,5 мм на сторону (для средних шагов) | Замена звездочки |
| Питтинг | До 10% площади рабочей поверхности зуба | Усиление смазки, контроль прогрессирования |
| Трещины у основания зуба | Не допускаются | Немедленная замена |
Монтаж закаленных звездочек требует строгой соосности валов. Высокая твердость зубьев снижает их способность к приработке, поэтому кромочный контакт быстро приводит к локальному выкрашиванию.



