По запросу «подшипник замена» обычно нужен не общий совет, а управляемая процедура. Ниже дан универсальный регламент для узлов машин: диагностика, демонтаж подшипника, дефектация посадочных мест, входной контроль подшипника, монтаж и обкатка подшипника.
Коротко главное
- До начала работ обязателен safety-gate: LOTO, СИЗ, проверка пресса, гидравлики и оборудования для термомонтажа.
- Решение о замене принимают по измеряемым критериям: температура, вибрация, люфт и состояние смазки.
- Способ монтажа выбирают по матрице условий: диаметр, натяг, тип посадки и доступная оснастка.
Обязательный safety-gate перед началом работ
- LOTO: отключить, заблокировать и промаркировать источники энергии, снять остаточную энергию.
- СИЗ: очки, перчатки, защита слуха при необходимости, термостойкие перчатки для нагрева.
- Пресс и гидравлика: проверить исправность, центровку, отсутствие утечек, рабочий диапазон усилия.
- Термомонтаж: использовать контролируемый нагрев (индукция/печь), открытое пламя не применять.
- Gate-условие: без выполненных пунктов к операциям не переходить.
Область применения и ограничения
Процедура применима к подшипникам качения и скольжения в приводах, редукторах, насосах и вентиляторах. Для прецизионных и высоконагруженных узлов приоритет имеют КД и регламенты производителя.
Ограничение: при трещинах, следах проворота кольца, выраженном отпуске металла от перегрева или разрушении сепаратора выполняют расширенный ремонтный процесс, а не быструю замену.
Когда обязательна замена подшипника
| Параметр | Типовой порог (если нет КД) | Решение |
|---|---|---|
| Температура корпуса узла | >80 °C для смазки общего назначения или рост >15 °C за 10–15 мин после выхода на режим | Остановить, дефектация, как правило замена |
| Виброскорость (RMS, 10–1000 Гц) | >4.5 мм/с для большинства промышленных узлов; >7.1 мм/с, аварийная зона | Остановить и устранить причину |
| Люфт/внутренний зазор | Выход за паспортный диапазон узла или рост тренда >30% к базовому после обслуживания | Замена подшипника и проверка посадок |
| Смазка | Металлическая пыль, потемнение с запахом перегрева, вода/абразив | Полная очистка и замена |
Важно: пороги выше типовые. Если КД/паспорт задают иные значения, использовать только их.
Посадка подшипника вал-отверстие: матрица выбора
| Кольцо | Характер нагрузки относительно кольца | Рекомендуемая посадка | Типовые поля допусков (ориентир) |
|---|---|---|---|
| Внутреннее на валу | Циркуляционная | С натягом | k6, m6, n6 |
| Внутреннее на валу | Местная/колебательная | Переходная или легкий натяг | j6, k6 |
| Наружное в корпусе | Циркуляционная | С натягом | K7, M7, N7 |
| Наружное в корпусе | Местная/колебательная | Зазорная/переходная | H7, J7 |
Фактический выбор подтверждают расчетом натяга, температурным режимом и требованиями изготовителя подшипника и узла.
Подготовка
- Очистить рабочую зону и исключить загрязнение узла.
- Зафиксировать исходную сборку: фото, метки, порядок дистанционных элементов.
- Подготовить оснастку: съемник, пресс/гидроузел, монтажные втулки, нагреватель.
- Подготовить измерения: микрометр, нутромер, индикатор, пирометр, виброметр.
Проверить перед переходом: есть номиналы и допуски посадок, определен метод монтажа, подшипник принят по входному контролю.
Демонтаж подшипника
- Снять фиксаторы и уплотнения без повреждения баз.
- Выбрать способ: съемник, пресс, термический или гидравлический.
- Снимать равномерно, исключая перекос и ударные перегрузки.
Проверить перед переходом: посадочные поверхности не повреждены, причина отказа зафиксирована.
Дефектация посадочных мест: годен, ремонт, замена
| Параметр | Годен | Ремонт | Замена детали |
|---|---|---|---|
| Овальность/конусность посадки | В пределах допуска КД | Небольшой выход, устранимый шлифовкой/втулением | Выход, не устранимый без потери прочности/геометрии |
| Следы проворота кольца | Нет | Локальные следы, допустимо восстановление поверхности | Глубокие задиры, термопятна, трещины |
| Биение и соосность | В пределах КД | Корректируется базированием/ремонтом сопряжений | Не обеспечивается после ремонта |
| Плечики, фаски, упоры | Без замятий | Локальная правка | Сколы, деформация, нарушение базирования |
Входной контроль подшипника
- Проверить маркировку, тип, размер, класс точности, группу зазора.
- Осмотреть упаковку и консервацию, исключить коррозию и ударные дефекты.
- Сверить базовые размеры.
- Проверить комплектность уплотнений и фиксирующих элементов.
Проверить перед переходом: подшипник идентифицирован и допущен в сборку.
Монтаж подшипника с натягом и другие методы
| Диаметр/натяг | Рекомендуемый метод | Ограничения |
|---|---|---|
| До 50 мм, малый натяг | Холодный/легкий пресс | Нужна оправка по устанавливаемому кольцу |
| 50–120 мм, средний натяг | Прессовый | Контроль перекоса и усилия |
| >120 мм или повышенный натяг | Горячий монтаж | Контролировать температуру нагрева |
| Крупные диаметры, коника | Гидравлический | Контроль осевого перемещения |
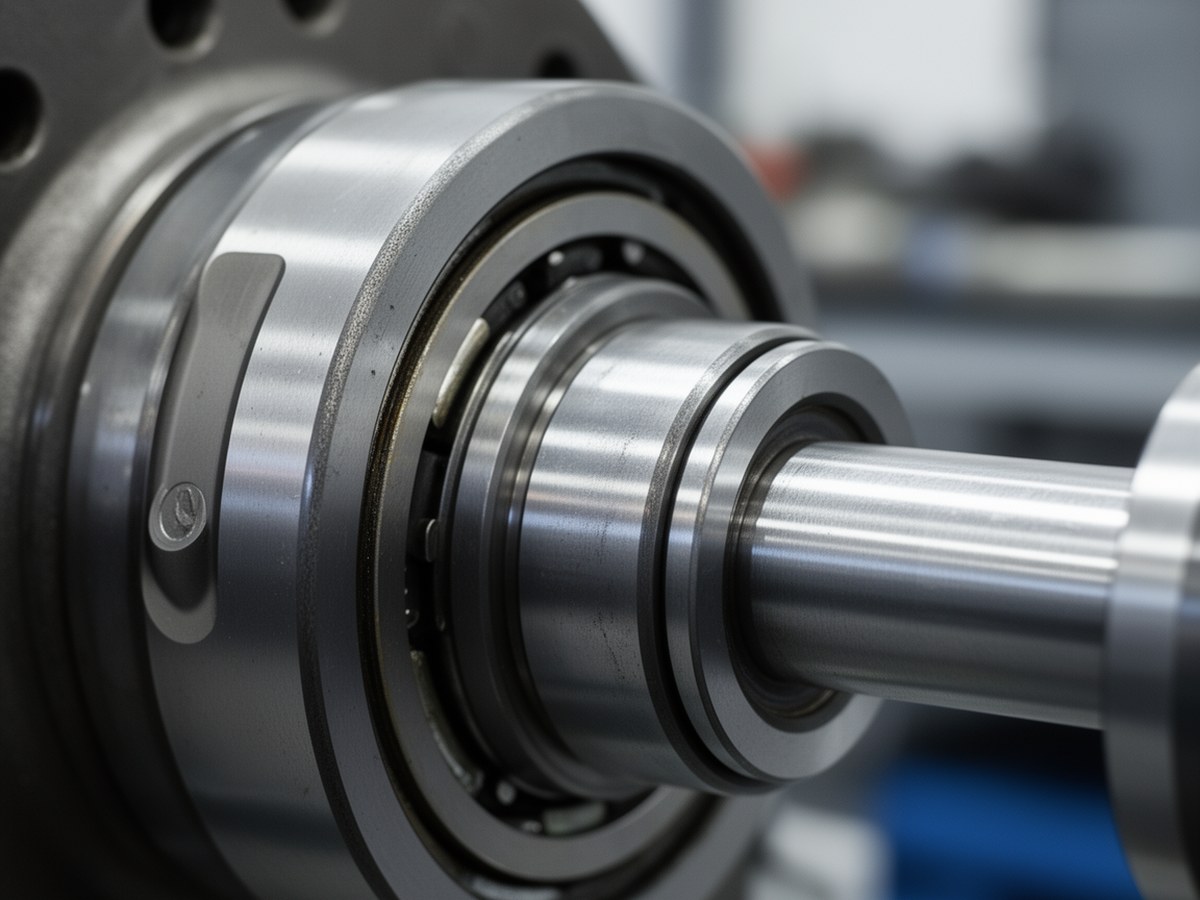
Правило: усилие прикладывать только к устанавливаемому кольцу, не через тела качения.
Зона правильного приложения усилия
Иллюстрация фиксирует ключевое правило монтажа.
Проверка после установки и обкатка подшипника
Интервалы: 10, 30, 60 минут, затем 2 и 4 часа.
| Что фиксировать | Норма (типовой ориентир) | Стоп-условие |
|---|---|---|
| Температура | Выход на плато, без роста после 60 мин | Рост >15 °C между соседними точками |
| Вибрация | Стабильный уровень без тренда роста | Выход в зону >7.1 мм/с RMS |
| Шум/момент трения | Равномерный ход, без ударной периодики | Циклический стук, заедание |
| Герметичность | Без подтеков | Выброс смазки, утечка |
Справочные формулы с примерами
Ресурс: L10=(C/P)^p·10^6, L10h=L10/(60·n).
Пример: C=35 кН, P=7 кН, p=3, n=1500 об/мин. Тогда L10=(35/7)^3·10^6=125·10^6 об, L10h≈125000000/90000≈1389 ч.
Тепловое расширение: Δd=α·d·ΔT.
Пример: α=12·10^-6 1/°C, d=80 мм, ΔT=70 °C. Тогда Δd≈0.067 мм.
Оценка зазора: j_r≈k·s.
Формула применима только для конкретных схем регулировки и типов подшипников. Коэффициент k берут только из документации производителя, универсального значения нет.
Примечание для авто-кейса (ступичный узел)
Для ступичных узлов принципы те же: точная посадка, запрет ударной передачи усилия через тела качения, обязательная проверка момента затяжки и последующий мониторинг температуры/шума после пробега.
Справочные ориентиры: ГОСТ 18854, ГОСТ 24810, ISO 492 и локальные регламенты предприятия.