
Жизненный цикл подшипника качения это не один этап, а цепочка решений: материал и термообработка, подбор под задачу, условия хранения подшипников, монтаж, смазка и диагностика в работе. Если одно звено выполнено с ошибкой, дефект обычно проявляется позже, когда простой уже стоит дорого.
- Пять этапов стоит рассматривать как единую систему надежности.
- Подбор подшипника по нагрузке и скорости должен учитывать среду, ресурс и тип уплотнений.
- Ошибки монтажа и нарушения смазки чаще всего дают преждевременный износ.
Что входит в жизненный цикл подшипника качения
Практически применимая модель состоит из пяти этапов: производство, инженерный выбор, хранение и обращение, монтаж и пуск, эксплуатация с ТО. Такая структура удобна тем, что позволяет связать раннюю причину и поздний симптом, например: длительное хранение при вибрации → ложное бринеллирование → повышенный шум после запуска.
Цель подхода
Снизить риск отказа не ремонтом по факту, а профилактикой на каждом этапе.
Главный принцип
Каждый этап завершается короткой проверкой перед переходом к следующему.
Этап 1. Производство и качество заготовки
На первом этапе формируются базовые свойства дорожек качения и тел качения: твердость, контактная выносливость, геометрическая точность и чистота поверхности. Критичны качество стали, термообработка подшипниковой стали, стабильность размеров после шлифования и контроль загрязнений.
| Производственный фактор | На что влияет | Типичный риск при отклонении |
|---|---|---|
| Химсостав и чистота стали | Усталостная прочность | Раннее выкрашивание дорожек |
| Термообработка | Твердость и износостойкость | Ускоренный износ |
| Финишная обработка | Шум, трение, нагрев | Рост вибрации на ранней наработке |
| Контроль геометрии | Распределение нагрузки | Локальные перегрузки, снижение ресурса |
Что проверить перед переходом дальше: подтверждение сертификатов, класс точности, отсутствие следов коррозии и механических повреждений на входном контроле.
Этап 2. Подбор подшипника по нагрузке и скорости
Подбор выполняют по рабочему режиму, а не только по габариту. Учитывают радиальную и осевую нагрузку, частоту вращения, характер пусков и остановов, температуру, загрязненность среды, требования к шуму и расчетный ресурс.
Базовые расчетные связи:
P = X·Fr + Y·Fa
L10 = (C / P)^p · 10^6 оборотов
Где P — эквивалентная динамическая нагрузка, C — динамическая грузоподъемность, p = 3 для шариковых и 10/3 для роликовых подшипников.
L10 применяют как базовый ориентир по ISO 281 для нормальных условий. Для загрязнения, качества смазки, перекоса и режима нагрузки используют поправки (модифицированный ресурс), иначе расчет дает ложную точность.
| Критерий | Что уточнить | Частая ошибка |
|---|---|---|
| Нагрузка | Соотношение Fr/Fa, ударность | Выбор только по размеру |
| Скорость | Номинальная и пиковая частота | Игнор тепловыделения |
| Посадки | Допуски вал/корпус | Слишком плотная или слабая посадка |
| Среда | Пыль, влажность, химия | Неверный тип уплотнения |
| Точность | Класс точности и биение | Недооценка вибрационных требований |
Что проверить перед переходом дальше: утвержденная спецификация, посадки и допуски под конкретный вал/корпус, согласованный смазочный материал.
Этап 3. Хранение и обращение до монтажа
Условия хранения напрямую влияют на пуск и раннюю наработку. Подшипники хранят в чистом сухом помещении, в заводской упаковке, с ограничением вибрации и с учетом FIFO.
- Температура без резких перепадов, чтобы исключить конденсат.
- Влажность под контролем, защита от коррозии и пыли.
- Запрет на удары, падения и раннее вскрытие упаковки.
- Мини-SOP входного контроля: внешний осмотр, проверка маркировки и партии, фиксация результата ответственным сотрудником.
Ложное бринеллирование это появление вмятин на дорожках качения при микроколебаниях неподвижного узла. Дефект часто формируется на хранении или транспортировке и проявляется после запуска.
Типовой маршрут отказа: вибрация на складе → ложное бринеллирование → шум и рост вибрации в первые недели работы → преждевременная замена.
Что проверить перед переходом дальше: целостность упаковки, отсутствие коррозии и вмятин, соблюдение FIFO, чистая зона сборки.
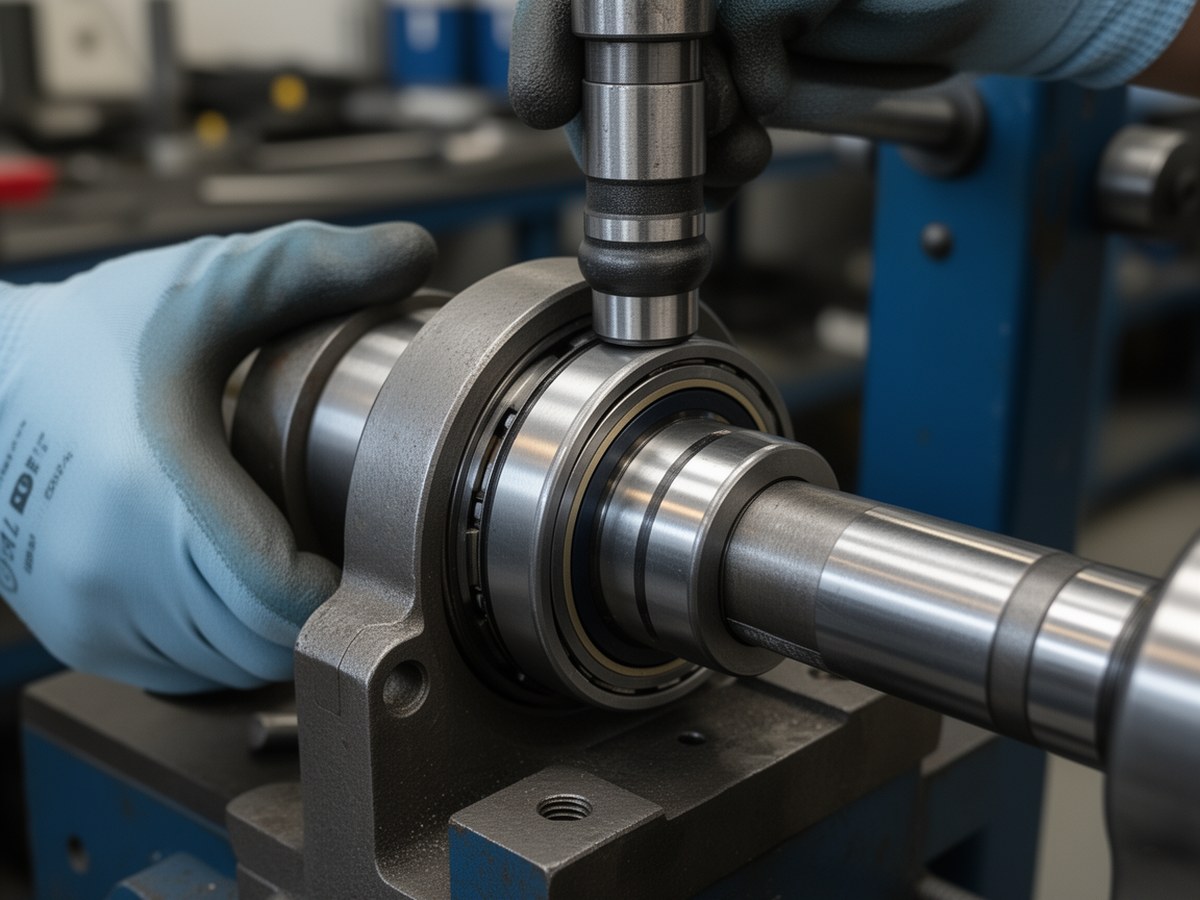
Этап 4. Монтаж, посадки, центровка и пуск
Здесь чаще всего возникают ошибки: передача усилия через тела качения, ударная посадка, перекос, загрязнение и неверный тепловой зазор.
Правильно
Нагрузка при запрессовке передается только через монтируемое кольцо. Используются пресс, индукционный нагрев или оправки по инструкции.
Неправильно
Удары по кольцу через ролики или шарики, монтаж загрязненным инструментом, игнор соосности вала и корпуса.
- Подготовить посадочные поверхности: чистота, отсутствие заусенцев, контроль размеров.
- Выдержать допуски и посадки для вала и корпуса.
- Проверить центровку и зазоры: радиальный и осевой контролируют отдельно.
- На пуске зафиксировать базовые значения: температура, вибрация, акустика.
Что проверить перед переходом дальше: подтвержденная соосность, корректный зазор, отсутствие аномального нагрева на первых часах работы.
Правильная установка подшипника
Иллюстрация к ключевому правилу монтажа без передачи усилия через тела качения.
Этап 5. Смазка, диагностика и обслуживание в эксплуатации
Смазочный материал выбирают по скорости, температуре, нагрузке и конструкции узла.
| Условие | Пластичная смазка | Масло |
|---|---|---|
| Скорость | Низкая и средняя | Средняя и высокая |
| Теплоотвод | Ограниченный | Выше при циркуляции |
| Загрязненная среда | Проще локально герметизировать | Нужен контроль чистоты системы |
| Обслуживание | Периодическая дозированная подпитка | Контроль уровня, чистоты и замены |
Ультразвуковой контроль состояния
УЗ-контроль полезен для раннего выявления недосмазки и пересмазывания: рост высокочастотного сигнала при стабильной нагрузке обычно указывает на рост трения. Смазку добавляют малыми дозами до возврата к рабочему базовому уровню.
Критерии эскалации: наблюдать, ремонтировать или заменять
| Режим | Практический триггер | Действие |
|---|---|---|
| Наблюдать | Стабильный тренд, отклонение вибрации и температуры не более 10–15% от базовой линии | Сократить интервал контроля, проверить смазку и крепеж |
| Планировать ремонт | Рост вибрации 15–35% или устойчивый рост температуры на 10–15 °C без изменения нагрузки; ухудшение состояния смазки | Диагностика причины, плановое окно ремонта |
| Заменять | Рост вибрации более 35–50%, температура выше нормы узла более чем на 15–20 °C, выраженные дефектные частоты/шум/металлические частицы в смазке | Контролируемый вывод из работы и замена подшипника |
Пороги ориентировочные. Финальные значения задают по критичности узла, внутренним стандартам и истории трендов.
Что фиксировать в журнале узла: дата и объем смазки, тип смазочного материала, тренды вибрации/температуры/УЗ, выявленный дефект, причина и дата замены.
Типовые дефекты по этапам и профилактика
- Коррозия: нарушения хранения, конденсат, вскрытая упаковка.
- Ложное бринеллирование: вибрация при хранении или транспортировке без вращения.
- Перекос: ошибки посадки, деформация корпуса, слабая центровка.
- Загрязнение: грязная сборка, незащищенная подача смазки.
- Перегрев: неверная вязкость или количество смазочного материала, завышенный преднатяг.
- Преждевременный износ: итог нескольких факторов сразу, обычно виден как совместный рост вибрации, температуры и шума при сокращении межсервисного интервала.
Краткий чек-лист для внедрения
- Утвердить единый маршрут подшипника: закупка, склад, монтаж, пуск, мониторинг.
- Для каждого критичного узла задать требования: тип, посадки, смазка, интервалы контроля.
- Ввести входной контроль и FIFO на складе.
- Стандартизировать монтаж: инструмент, чистота, запрет ударной установки.
- Вести диагностику по трендам: вибрация, температура, УЗ, анализ смазки.
- Формализовать пороги «наблюдать/ремонтировать/заменять» и фиксировать причины отказов.



