
Зубчато-реечная передача преобразует вращательное движение шестерни в поступательное перемещение рейки или наоборот. Точность позиционирования, плавность хода и ресурс механизма зависят от соблюдения допусков при подготовке посадочных поверхностей, выверки бокового зазора и регулярного технического обслуживания. Ошибки при установке приводят к ускоренному износу зубьев, повышенному уровню шума и заклиниванию привода.
- Монтаж требует подготовки посадочных мест с шероховатостью не хуже Ra 1.6-3.2.
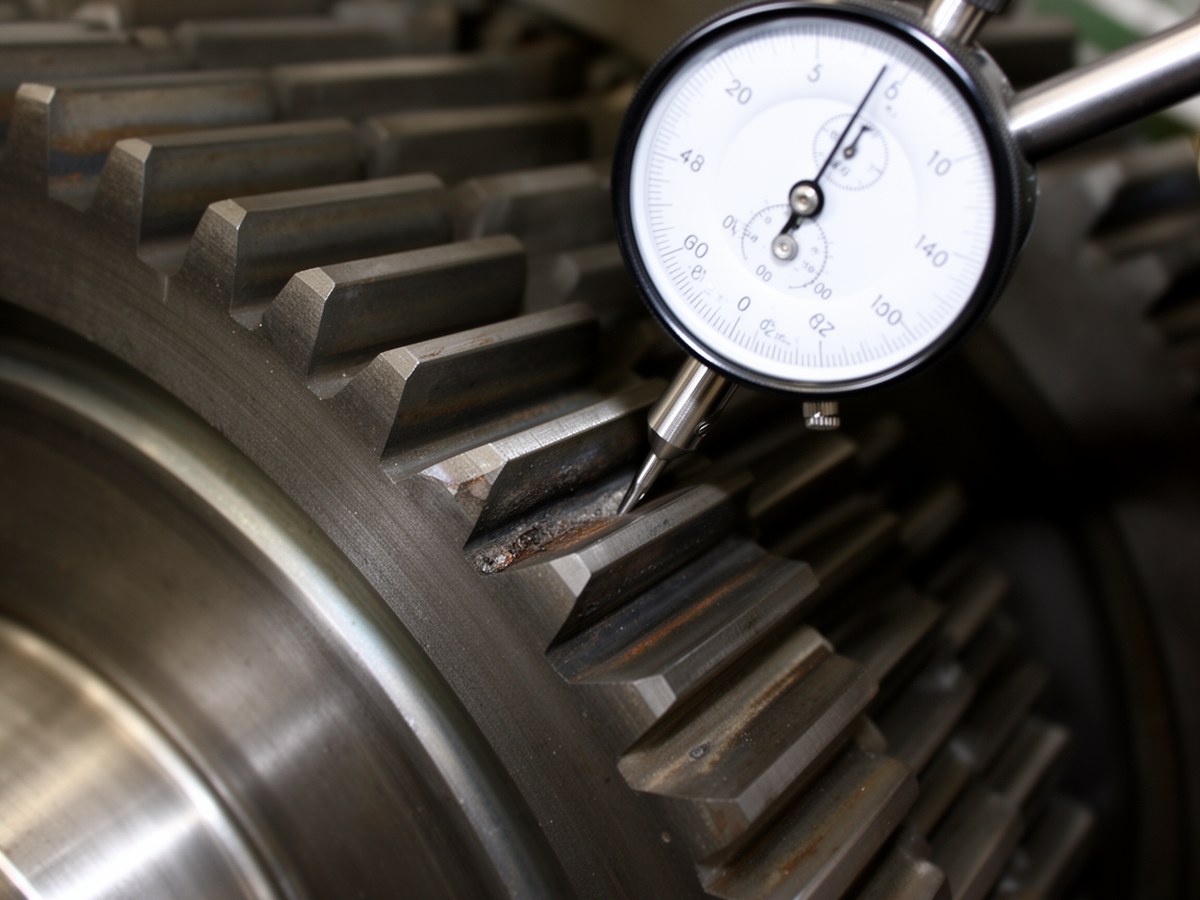
- Выверка бокового зазора производится по всей длине перемещения с помощью индикатора часового типа.
- Окончательная фиксация рейки требует установки контрольных штифтов.
- Техническое обслуживание включает регулярный контроль пятна контакта и обновление смазочного материала.
Классификация и конструктивные особенности
В промышленном оборудовании, станках с ЧПУ и системах линейного перемещения применяются два основных типа зубчатых реек. Выбор типа определяет требования к точности монтажа и допустимым нагрузкам.
Прямозубые рейки
Зубья нарезаны перпендикулярно продольной оси рейки. Отличаются простотой изготовления и монтажа. Не создают осевых нагрузок на подшипниковые узлы шестерни. Применяются в механизмах с невысокими скоростями перемещения, где допускается умеренный уровень шума.
Косозубые рейки
Зубья расположены под углом (обычно 19°31'42"). Обеспечивают плавное зацепление, так как в контакте одновременно находится несколько зубьев. Характеризуются высокой нагрузочной способностью, низким уровнем шума и высокой точностью позиционирования при высоких скоростях. Требуют компенсации осевых сил в узле шестерни.
Подготовка к монтажу
Перед началом любых работ оборудование должно быть полностью обесточено. На пусковом устройстве необходимо разместить предупреждающую табличку и блокировочный замок (процедура Lockout/Tagout). Для работы с тяжелыми рейками используйте сертифицированные подъемные механизмы.
Качество работы зубчатой реечной передачи зависит от состояния посадочных поверхностей станины. Основание под рейку обычно представляет собой уступ с двумя перпендикулярными поверхностями (опорной и базовой боковой).
- Очистите посадочные поверхности от консервационной смазки, пыли, стружки и заусенцев.
- Проверьте плоскостность посадочных мест. Отклонение от плоскостности не должно превышать 0,01-0,02 мм на 1000 мм длины (в зависимости от класса точности передачи).
- Убедитесь, что внутренний радиус угла пересечения поверхностей станины на 0,2-0,5 мм меньше размера фаски на зубчатой рейке. Это необходимо для исключения зависания рейки на галтели и обеспечения плотного прилегания.
- Обезжирьте поверхности сопряжения техническим растворителем.
Технология установки и штифтования
Установка требует контроля геометрии и применения динамометрического инструмента для защиты рейки от деформации.
- Установите рейку на подготовленное основание, прижав ее к опорной и боковой базовым поверхностям.
- Зафиксируйте рейку струбцинами с шагом 200-300 мм. Для защиты зубьев от повреждений используйте прокладки из мягкого металла или пластика.
- С помощью индикатора часового типа проверьте параллельность делительной линии рейки направляющим станка.
- Установите крепежные винты и затяните их динамометрическим ключом с моментом, указанным в технической документации производителя. Затяжку производите от центра рейки к ее краям.
- Снимите струбцины и проведите повторный контроль параллельности.
- Штифтование. После окончательной выверки просверлите и разверните отверстия под штифты (обычно конические или цилиндрические закаленные). Это жестко фиксирует рейку и предотвращает ее смещение при ударных нагрузках.
Регулировка бокового зазора
Боковой зазор в зацеплении необходим для компенсации температурных расширений, погрешностей изготовления и предотвращения заклинивания. Зазор регулируется изменением межосевого расстояния между шестерней и рейкой.
Номинальное монтажное расстояние от оси шестерни до базовой (опорной) поверхности рейки рассчитывается по формуле:
Где:
a: монтажное расстояние (мм);
h_0: расстояние от опорной поверхности рейки до делительной линии (мм);
m: модуль зубчатого зацепления (мм);
z: число зубьев шестерни.
| Модуль (m), мм | Рекомендуемый боковой зазор, мм (Класс точности 8-9) | Рекомендуемый боковой зазор, мм (Класс точности 6-7) |
|---|---|---|
| 1.0 - 1.5 | 0.06 - 0.12 | 0.04 - 0.08 |
| 2.0 - 2.5 | 0.08 - 0.16 | 0.05 - 0.10 |
| 3.0 - 4.0 | 0.12 - 0.22 | 0.08 - 0.14 |
| 5.0 - 6.0 | 0.16 - 0.30 | 0.10 - 0.18 |
Для контроля зазора заблокируйте рейку, установите щуп индикатора часового типа на зуб шестерни и покачайте шестерню в обе стороны. Разница показаний индикатора покажет фактический боковой зазор. Измерения необходимо провести в нескольких точках по всей длине перемещения, так как возможны локальные отклонения из-за биения вала шестерни или непрямолинейности рейки.
Измерение зазора
Контроль зазора индикатором
Техническое обслуживание и смазка
Смазка снижает трение, отводит тепло и защищает металл от коррозии. В станках применяются системы автоматического смазывания (лубрикаторы) с подачей смазки через фетровую шестерню, которая равномерно распределяет материал по зубьям рейки.
| Периодичность | Вид работ | Критерии и действия |
|---|---|---|
| Ежесменно (8-12 часов) | Визуальный осмотр | Проверка отсутствия посторонних предметов, стружки и загрязнений в зоне зацепления. |
| Каждые 200 часов | Контроль системы смазки | Проверка уровня смазки в резервуаре, оценка состояния фетровой шестерни (при наличии). Очистка зубьев от старой закоксовавшейся смазки. |
| Каждые 500 часов | Проверка геометрии и крепежа | Контроль моментов затяжки крепежных винтов. Проверка бокового зазора индикатором. |
| Каждые 1000 часов | Дефектовка зубчатого венца | Оценка пятна контакта, проверка на наличие питтинга, задиров и трещин. |
Дефектовка и критерии износа
Со временем зубчатая реечная передача изнашивается. Диагностика помогает избежать аварийной поломки механизма.
Питтинг (усталостное выкрашивание)
Образование мелких раковин на рабочих поверхностях зубьев. Возникает из-за высоких контактных напряжений. На начальной стадии допускается дальнейшая эксплуатация с усиленным контролем. При прогрессирующем питтинге (более 30% площади зуба) деталь подлежит замене.
Абразивный износ
Изменение профиля зуба (утонение) из-за попадания в смазку абразивных частиц (пыли, металлической стружки). Приводит к увеличению бокового зазора и снижению кинематической точности.
Допустимый износ зуба по толщине зависит от модуля и назначения передачи. Для ответственных механизмов предельный износ обычно не превышает 10-15% от номинальной толщины зуба по делительной окружности. Контроль толщины зуба производится штангензубомером.



