Снизить износ резьбы можно только комплексно: профиль, материалы пары винт–гайка, покрытие и смазка подбирают под реальный режим работы. На результат сильнее всего влияют границы применимости по нагрузке и скорости, соосность узла и проверка ресурса по измеряемым показателям.
Коротко главное
- Для пары винт–гайка сначала проверяют p и pv, затем подбирают профиль, материалы и смазку под режим.
- Пороговые значения по температуре, загрязнению и вибрации задают заранее, чтобы не ошибиться с выбором решения.
- В крепеже износ резьбы часто связан с преднатягом, самоотвинчиванием и фреттингом.
- Покрытия и упрочнение дают эффект только при соблюдении допусков, соосности и требуемой шероховатости.
- Снижение износа подтверждают испытаниями по потере профиля, росту люфта, изменению момента и ресурсу в циклах.
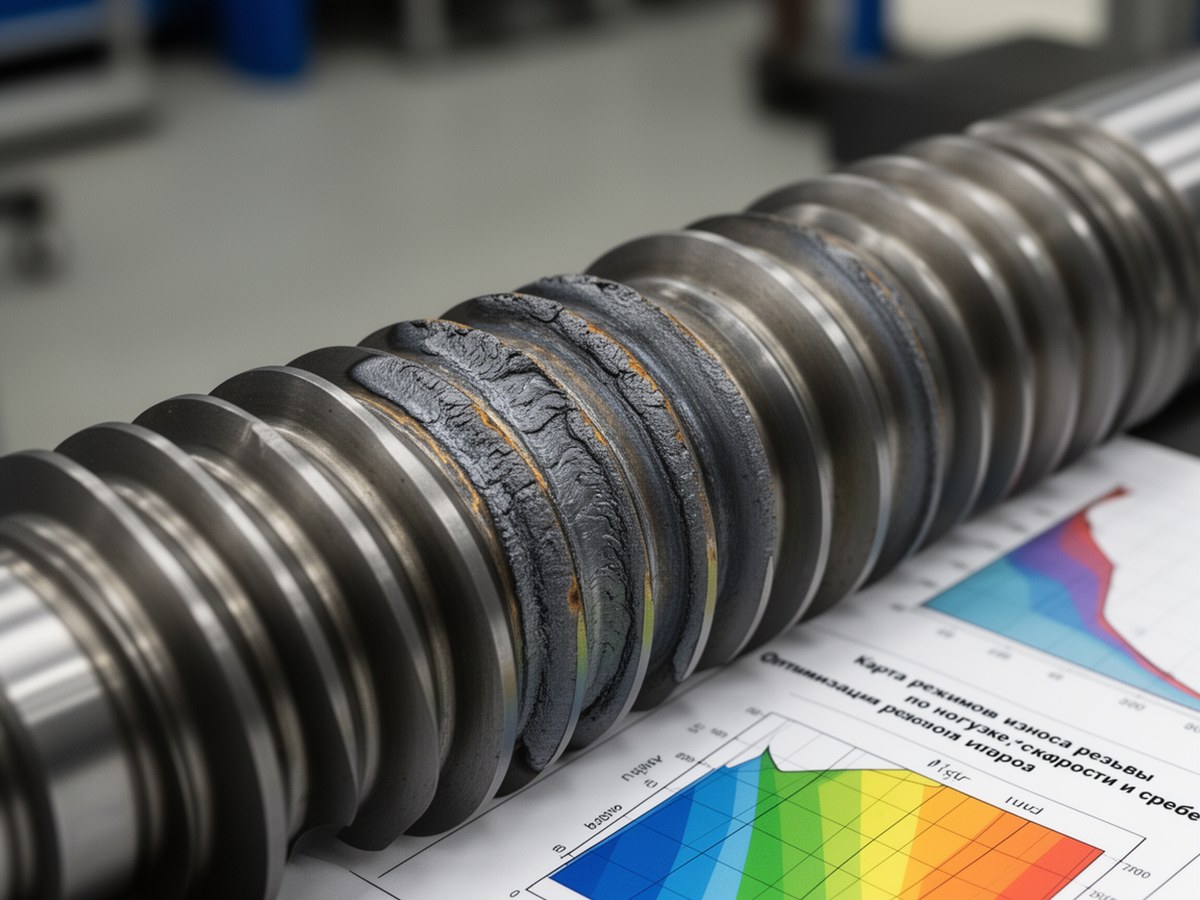
Карта режимов и рисков износа
Иллюстрация помогает быстро сопоставить рабочий режим с доминирующим механизмом износа.
Обозначения и область применения
В статье используются обозначения: F, осевая нагрузка, Н; p, удельное давление, МПа; d2, средний диаметр, мм; z, число рабочих витков; pv, произведение давления на скорость скольжения, МПа·м/с; Vизн, объем износа, мм³.
Разделяйте два режима: резьбовое соединение (крепеж, удержание преднатяга) и резьбовая пара винт–гайка (передача движения и силы). Критерии износа и меры снижения различаются.
Что считать износом резьбы и как его диагностировать
Износ резьбы, это изменение профиля витков, которое повышает риск потери преднатяга, заедания, роста трения и люфта резьбовой пары. Диагностику лучше проводить поэтапно и в количественных показателях.
| Этап ресурса | Контроль | Ориентир тревоги | Действие |
|---|---|---|---|
| После приработки | Момент, визуальный осмотр | Нестабильность момента >10% | Проверить смазку, соосность, шероховатость |
| Плановый контроль | Люфт, профиль витка | Рост люфта >25% от исходного или потеря высоты профиля >5% | Коррекция зазора, смена гайки, ревизия режима |
| Предельное состояние | Момент, дефекты поверхности | Потеря высоты профиля >10% или повторяющееся заедание | Вывод из эксплуатации, ремонт/замена |
Причины износа резьбового соединения в крепежном режиме
| Причина | Симптом | Корректирующее действие |
|---|---|---|
| Недостаточный преднатяг | Самоотвинчивание, фреттинг | Пересчет момента затяжки, контроль коэффициента трения |
| Перетяжка | Пластическая деформация первых витков | Ограничить момент/угол, использовать калиброванный инструмент |
| Вибрация | Падение преднатяга, окисленная пудра | Фиксация, демпфирование, антифреттинговые покрытия |
| Сухая сборка нержавеющих пар | Заедание резьбы | Антизаедная паста, разнородная пара материалов |
Границы применимости решений (ориентировочно)
Пороговые значения ниже подходят для первичного выбора. Для ответственных узлов параметры уточняют расчетом и испытаниями.
| Параметр | Зона базовых решений | Зона повышенного риска | Что менять в первую очередь |
|---|---|---|---|
| Удельное давление p | до 40 МПа | >40 МПа | Профиль, число рабочих витков z, материал гайки |
| Показатель pv | до 0.6 МПа·м/с | >0.6 МПа·м/с | Смазка, покрытие, тепловой режим |
| Температура | -20…120 °C | >120 °C или <-20 °C | База смазки, материалы, покрытие |
| Загрязнение | Чистая/слабо загрязненная среда | Абразивная пыль, частицы | Защита резьбы, твердая поверхность, интервалы ТО |
| Вибрация | Низкая/умеренная | Высокая, циклическая | Преднатяг, фиксация, контроль самоотвинчивания |
Профиль резьбы и распределение нагрузок
Упрощенная оценка максимального напряжения: σmax ≈ Kt·F/(π·d2·h·z). На практике снижение Kt (радиус впадины, плавные переходы), увеличение z и стабильная соосность уменьшают риск усталостного износа.
Этой модели достаточно для сравнительного выбора вариантов на ранней стадии. FEM или стендовые испытания нужны при локальных концентраторах, переменной нагрузке, высокой температуре, выраженном перекосе, а также когда требуемый ресурс резьбовой пары винт–гайка критичен по безопасности.
Компактный алгоритм выбора
- Классифицировать узел: крепеж или ходовая пара.
- Собрать минимальные входные данные: F, d2, z, скорость, температура, загрязнение, вибрация, требуемый ресурс.
- Проверить пороги p и pv и отнести режим к базовой или риск-зоне.
- Выбрать профиль: метрический (крепеж), трапецеидальный (универсальная ходовая), упорный (преимущественно односторонняя нагрузка), круглый (грязные среды).
- Назначить материалы пары с учетом гальванической совместимости и ремонтопригодности (обычно сменная гайка как расходуемый элемент).
- Выбрать упрочнение/покрытие/смазку по таблицам ниже.
- Задать контроль: допуски, соосность, люфт, момент, ресурсные испытания.
Материалы пары винт–гайка
| Пара | Плюс | Риск | Комментарий по гальванике и ремонту |
|---|---|---|---|
| Закаленная сталь + бронза | Стабильный износ, низкий риск заедания | Коррозия в агрессивной среде без защиты | Гайка обычно расходуемая и сменная |
| Нержавеющая сталь + бронза | Хорошо для влажной среды | Цена и чувствительность к смазке | Контролировать электрохимическую пару во влажных электролитах |
| Сталь + полимерная гайка | Низкое трение, тихая работа | Ограничение по температуре и p | Удобна в обслуживании, но ограничена по ресурсу при перегрузке |
| Нержавеющая + нержавеющая | Коррозионная стойкость | Высокий риск заедания резьбы | Требуются антизаедные покрытия и строгая смазка |
Упрочнение: когда применять
| Метод | Эффект | Риски | Техограничения | Стоимость внедрения |
|---|---|---|---|---|
| Накатывание | Снижение Kt, рост усталостной стойкости | Чувствительность к точности инструмента | Подходит не для всех материалов и размеров | Низкая–средняя |
| ТВЧ | Рост твердости поверхности | Риск деформации | Требует контроля структуры и глубины слоя | Средняя |
| Азотирование | Высокая износостойкость при малой деформации | Хрупкий слой при неверном режиме | Ограничения по марке стали и режиму термообработки | Средняя–высокая |
Покрытия: когда применять, когда нет
| Покрытие | Когда применять | Когда не применять | Риск | Стоимость внедрения |
|---|---|---|---|---|
| DLC | Высокий p, риск адгезионного износа | Сильный абразив без защиты | Локальное разрушение при плохой подготовке поверхности | Высокая |
| MoS2 | Высокая нагрузка, низкая скорость | Длительная работа во влажной агрессивной среде без защиты | Снижение эффекта при загрязнении | Средняя |
| Фосфатирование/оксидирование | Крепеж с контролируемой смазкой | Требование экстремально низкого трения | Ограниченный ресурс антифрикционного эффекта | Низкая |
| Ni/Cr-покрытия | Приоритет коррозионной стойкости | Контактные пары с высоким риском хрупкого износа без смазки | Изменение размеров, риск растрескивания слоя | Средняя |
Смазка и обслуживание
| Условие | Рекомендуемое решение | Ограничения |
|---|---|---|
| Низкая скорость, высокая нагрузка | Пластичная смазка высокой вязкости с EP/AW-присадками | Контроль тепловыделения и чистоты |
| Средняя скорость, стабильная температура | Универсальная индустриальная смазка, регулярное обновление | Не допускать смешения несовместимых смазок |
| Пыльная среда | Адгезионная смазка + защитные элементы | Сокращенный интервал ТО |
| Высокая температура (>120 °C) | Высокотемпературная база и совместимое покрытие | Проверка испаряемости и окисления |
Технологичность изготовления и сборки: чек-лист приемки
| Пункт | Критерий приемки | Метод контроля |
|---|---|---|
| Соосность винт–гайка | Стабильный момент по ходу, отсутствие локального заедания | Прокрутка под нагрузкой, индикаторный контроль |
| Шероховатость боковых поверхностей | Повторяемая приработка без задиров | Профилометрия, визуальный контроль |
| Точность шага и профиля | Отсутствие перегрузки первых витков | Калибры, измерение профиля |
| Люфт после сборки | В пределах проектного окна | Измерение осевого перемещения |
| Контроль после приработки | Изменение момента не более 10% | Повторный моментный тест |
Расчетная проверка и верификация снижения износа
Для первичного прогноза: Vизн = k·W·s/H (закон Арчарда). Модель используют для сравнения вариантов в одинаковых условиях, если известен диапазон коэффициента k для материала и смазки.
Порядок верификации: (1) зафиксировать исходные p, pv, температуру и загрязнение; (2) провести базовый цикл; (3) измерить потерю высоты профиля, рост люфта, момент трения; (4) повторить цикл после изменения профиля, материалов или смазки; (5) принять решение по приросту ресурса в циклах.
| Метрика | Критерий приемки |
|---|---|
| Потеря высоты профиля | Снижение не менее чем на 20% относительно базового варианта |
| Рост люфта резьбовой пары | Темп роста ниже базового не менее чем на 25% |
| Стабильность момента | Меньший разброс при одинаковом цикле и смазке |
| Ресурс в циклах | Достижение целевого ресурса с заданным запасом |
Типовые сценарии
Силовая передача: трапецеидальный профиль, стальной винт и бронзовая сменная гайка, контроль p/pv и периодический мониторинг люфта.
Подъемный механизм: упорный или усиленный трапецеидальный профиль для односторонней нагрузки, повышенный контроль соосности и усталостных признаков.
Агрессивная среда: коррозионно-стойкая пара материалов, защитное покрытие, химически совместимая смазка и сокращенные интервалы инспекций.