
Стыковка зубчатых реек с автоматической выверкой применяется там, где ручной монтаж не обеспечивает нужную повторяемость позиционирования на стыке, особенно на длинных линейных осях. Цель процесса, обеспечить стабильный проход шестерни через стык без локальной ступеньки, скачка зазора и роста вибрации.
- База и референсы должны быть стабильными до начала измерений.
- Контролируют Δx, Δy, Δz, θx, θy, θz, а также зазор и шаг на стыке.
- Приемка выполняется по количественным метрикам и фиксируется в протоколе измерений и трассируемости.
Что решает автоматическая выверка при стыковке реек
Стык работает как локальный концентратор ошибок. Даже при корректной геометрии отдельных сегментов на соединении возникают смещения и перекосы, что повышает динамические нагрузки и ускоряет износ.
Автоматическая выверка решает три задачи: стабилизирует геометрию стыка, делает результат воспроизводимым между сменами и формирует измеримую базу для приемки.
Исходные условия и входные параметры
До выверки фиксируют: модуль и профиль зуба, класс точности рейки и шестерни, состояние баз, состояние торцов, схему крепления, температуру детали и основания, набор датчиков и их калибровку.
| Параметр | Что проверить | Критично для |
|---|---|---|
| Модуль и профиль | Полное совпадение по КД | Корректное зацепление |
| Класс точности | Соответствие задаче оси | Достижимые допуски стыка |
| База/референс | Чистота, жесткость, повторяемость | Достоверность измерений |
| Температура | ΔT детали и основания | Температурная компенсация стыка рейки |
| Торцы сегментов | Заусенцы, сколы, микродеформации | Отсутствие ступеньки |
Мини-легенда обозначений
Δx, Δy, Δz, линейные смещения; θx, θy, θz, угловые отклонения; ΔL, тепловое удлинение; L, длина сегмента; α, коэффициент линейного расширения; ΔT, разница температур.
Геометрическая модель стыка
P = [Δx, Δy, Δz, θx, θy, θz]
T = [[R, t],[0, 1]], где R = Rz(θz)·Ry(θy)·Rx(θx)
F(P) = w1·f_gap(P) + w2·f_align(P) + w3·f_pitch(P) + w4·f_load(P)
Практически оценивают не только 6 DOF, но и зазор с шагом на стыке, так как именно они определяют плавность прохода.
Измерительная схема: датчики и границы применимости
| Тип системы | Типичная точность | Ограничения | Типовой сценарий применения |
|---|---|---|---|
| Оптическая (лазер, камера) | Мкм-уровень в стабильной среде | Чувствительность к загрязнению и вибрации | Быстрый обзор геометрии и контроль длинной оси |
| Контактная (индикатор, LVDT) | Высокая на малом ходе | Нужен доступ к точкам касания | Финальное подтверждение Δy/Δz и локальной ступеньки |
| Инерциальная (уровень, инклинометр) | Высокая по углам в статике | Корректна в статике и квазистатике; при вибрации выше 20-30 Гц использовать только как вспомогательный канал, не как единственный источник | Контроль θ-компонент, тренд наклона базы, мониторинг между итерациями |
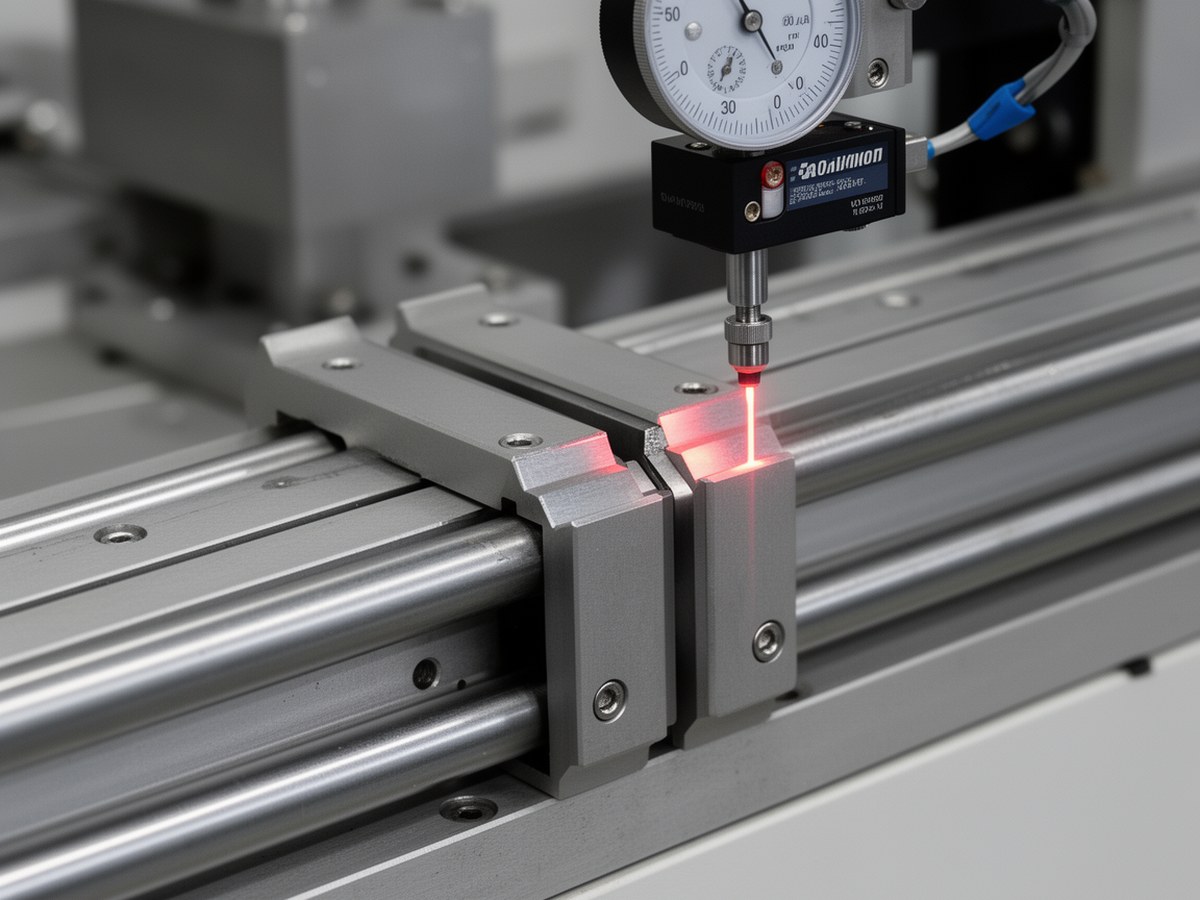
Размещение датчиков в зоне стыка
Иллюстрация помогает быстро сопоставить таблицу датчиков с реальной постановкой измерения.
Алгоритм автоматической выверки стыка рейки
- Базирование: подтвердить базы и нули датчиков.
- Черновая установка: свести сегменты с управляемой подвижностью крепежа.
- Первичное измерение: снять 6 DOF, зазор и шаг.
- Расчет компенсации: вычислить ΔP по целевой функции и механическим ограничениям.
- Итерации: вносить коррекции малыми шагами до сходимости.
- Фиксация: затяжка в заданной последовательности и моменте.
- Повторная проверка: измерение после затяжки и прогон через стык в обе стороны.
Типовые ошибки внедрения алгоритма
- Дрейф нуля датчика без повторной проверки перед финальной итерацией.
- Люфт оснастки или крепежа, который маскируется как геометрическая ошибка стыка.
- Ранняя окончательная затяжка до стабилизации измерений.
- Нарушение последовательности затяжки и вторичный перекос после фиксации.
Допуски и бюджет погрешности линейной оси
Численные значения ниже ориентировочные для пуско-наладки. Это не универсальный норматив. Окончательные допуски назначают по КД, классу точности компонентов и требованиям производителя передачи.
E_axis^2 ≥ E_styk^2 + E_gear^2 + E_drive^2 + E_meas^2 + E_thermal^2
Где E_axis, допустимая суммарная ошибка оси; E_styk, доля стыка в общем бюджете.
Практический шаблон назначения: для стандартной оси часто закладывают E_styk = 0,25…0,35 от E_axis, для прецизионной 0,15…0,25. Далее E_styk раскладывают по Δx/Δy/Δz/θ с учетом чувствительности конкретной кинематики.
| Уровень системы | Целевая точность оси (ориентир) | Рекомендуемая доля E_styk | Комментарий |
|---|---|---|---|
| Стандартная | ±0,05…±0,10 мм | 25…35% | Больше резерв на привод и монтажные факторы |
| Повышенной точности | ±0,02…±0,05 мм | 20…30% | Жестче требования к базе и контролю затяжки |
| Прецизионная | ≤±0,02 мм | 15…25% | Нужна расширенная сенсорика и температурный контроль |
Температурная компенсация
ΔL = L·α·ΔT
Компенсация обязательна, если |ΔL| превышает 30-50% допуска по Δx. Для длинных сегментов учитывают не только среднюю температуру, но и градиент вдоль базы.
| L, мм | ΔT, °C | ΔL для стали (α≈12·10⁻⁶ 1/°C), мм |
|---|---|---|
| 1000 | 5 | 0,06 |
| 2000 | 10 | 0,24 |
| 3000 | 10 | 0,36 |
Контроль после монтажа и количественные критерии приемки
Пороговые значения ниже, стартовые ориентиры для цеховой приемки при отсутствии более жестких требований в КД.
| Метрика | Рекомендуемый порог | Примечание |
|---|---|---|
| Сдвиг 6 DOF после затяжки | Не более 30% от назначенного допуска по каждому параметру | Сравнение «до/после фиксации» |
| Вибрация при проходе стыка | Рост RMS не более 25% к базовому участку; локальный пик не более +3 dB | Один и тот же режим скорости и нагрузки |
| Шум | Прирост уровня звука у стыка не более +3 dBA | Измерение на фиксированной точке |
| Повторяемость возврата | Разброс на стыке не более 0,5 от целевой повторяемости оси | Серия не менее 30 циклов |
| Приработка | Контроль через 8-24 ч и после 50-100 циклов, без локального аномального следа | Сравнение с фото/картой контакта |
Чек-лист приемки
- Идентифицированы ось, сегменты, крепеж.
- Зафиксированы температура и время измерений.
- Указаны типы датчиков и статус калибровки.
- Записаны исходные 6 DOF, зазор, шаг.
- Сохранены итерации коррекции и финальный ΔP.
- Отдельно зафиксирован сдвиг после затяжки.
- Выполнен динамический прогон в обе стороны.
- Зафиксированы шум и вибрация по порогам.
- Проверена повторяемость позиционирования на стыке.
- Назначен контроль приработки с датой и ответственным.
Типовые дефекты стыка и действия
| Дефект | Причина | Действие |
|---|---|---|
| Ступенька по высоте | Ошибка Δz или перекос от затяжки | Повторить выверку Δz, изменить последовательность затяжки |
| Боковой увод | Ошибка Δy/θz, нестабильная база | Восстановить базу, перепроверить контактным каналом |
| Перекос по ширине зуба | Ошибки θx/θy | Коррекция углов и повторная оценка пятна контакта |
| Избыточный люфт | Завышенный зазор или ошибка шага | Уточнить Δx и профиль зацепления |
Итог
Рабочая стыковка зубчатых реек, это связанный цикл: корректная база, алгоритм автоматической выверки стыка рейки, назначение допусков через бюджет погрешности линейной оси, температурная компенсация и приемка по количественным метрикам. Такой подход снижает риск неоднозначной оценки и повышает воспроизводимость результата.



