Нагрев шарико-винтовой пары (ШВП) влияет на точность не напрямую через удлинение винта, а через ошибку координаты рабочей точки. Поэтому в расчете важно разделять рост температуры ΔT, удлинение ΔL и итоговую координатную ошибку Δx.
Коротко главное
- Рабочая цепочка расчета: Q → ΔT → ΔL → Δx. Для станка критична именно координатная ошибка Δx.
- Параметры k_fix, h и τ не задают один раз по справочнику. Их калибруют по данным конкретной оси.
- Схема fixed-fixed уменьшает реализуемый рост только при близком к симметричному нагреве и корректной привязке нуля.
- Оценка 307 мкм в примере относится к стационарному сценарию при hA=2,0 Вт/К. При большем hA итоговая деформация заметно ниже.
Область применения и целевая метрика
Материал применим к высокоскоростным осям станков, где после разогрева заметна температурная погрешность позиционирования. Целевая метрика обычно задается в мкм или мкм/м по рабочей точке, а также по повторяемости в переходном и установившемся режимах.
Обозначения и единицы (SI)
- α, 1/K, коэффициент линейного расширения.
- Q, Вт, тепловая мощность.
- h, Вт/(м²·K), эквивалентный коэффициент теплоотдачи.
- τ, с или мин, тепловая постоянная времени.
- k_fix, k_kin, калибруемые коэффициенты опорной схемы и кинематики.
Физическая модель: генерация и отвод тепла
Q = μ·F·v + Mf·ω
μ, эффективный коэффициент трения; F, Н, осевая нагрузка; v, м/с, скорость гайки; Mf, Н·м, момент трения (включая вклад преднатяга); ω, рад/с, угловая скорость.
ΔL = α·L0·ΔT
ΔT(t)=ΔTmax·(1−e−t/τ)
Для переходного теплового режима ШВП: примерно 63% за 1τ, 90% за 2,3τ, 95% за 3τ.
Принятые допущения
Используется lumped-модель узла с эквивалентными параметрами и умеренными продольными градиентами температуры. Параметры h, τ и k_fix считаются калибруемыми, так как зависят от смазки, преднатяга, охлаждения, монтажа и режима работы.
Как выбрать уровень модели
| Требуемая остаточная ошибка | Уровень | Минимальные данные |
|---|---|---|
| > 50 мкм | Экспресс-оценка | Паспорт + 2–3 датчика |
| 10–50 мкм | Инженерная модель 1-го порядка | 3–5 датчиков, калибровка h, τ, k_fix |
| < 10 мкм | Расширенная модель/FEM | Плотная инструментализация, валидация циклами |
Схемы закрепления винта и чувствительность оси
| Схема | Типичный риск | Комментарий |
|---|---|---|
| fixed-free | Высокий | Рост реализуется в сторону свободного конца. |
| fixed-supported | Средний | Деформация перераспределяется частично. |
| fixed-fixed | От низкого до среднего | Эффект снижения зависит от симметрии нагрева и точки нуля; это не универсально лучшая схема для любых условий. |
Далее важен переход от деформации винта к ошибке по рабочей точке, иначе легко ошибиться со знаком и величиной.
Преобразование ΔL в ошибку координаты
Δx(P,t)=s·kkin(P,x0)·kfix·ΔL(t)
s=±1, знак в машинной системе координат; P, рабочая точка; x0, привязка нуля.
Для оси с движущимся столом и для оси с движущимся инструментом знак s может быть разным. Его подтверждают контрольным прогоном до и после включения компенсации.
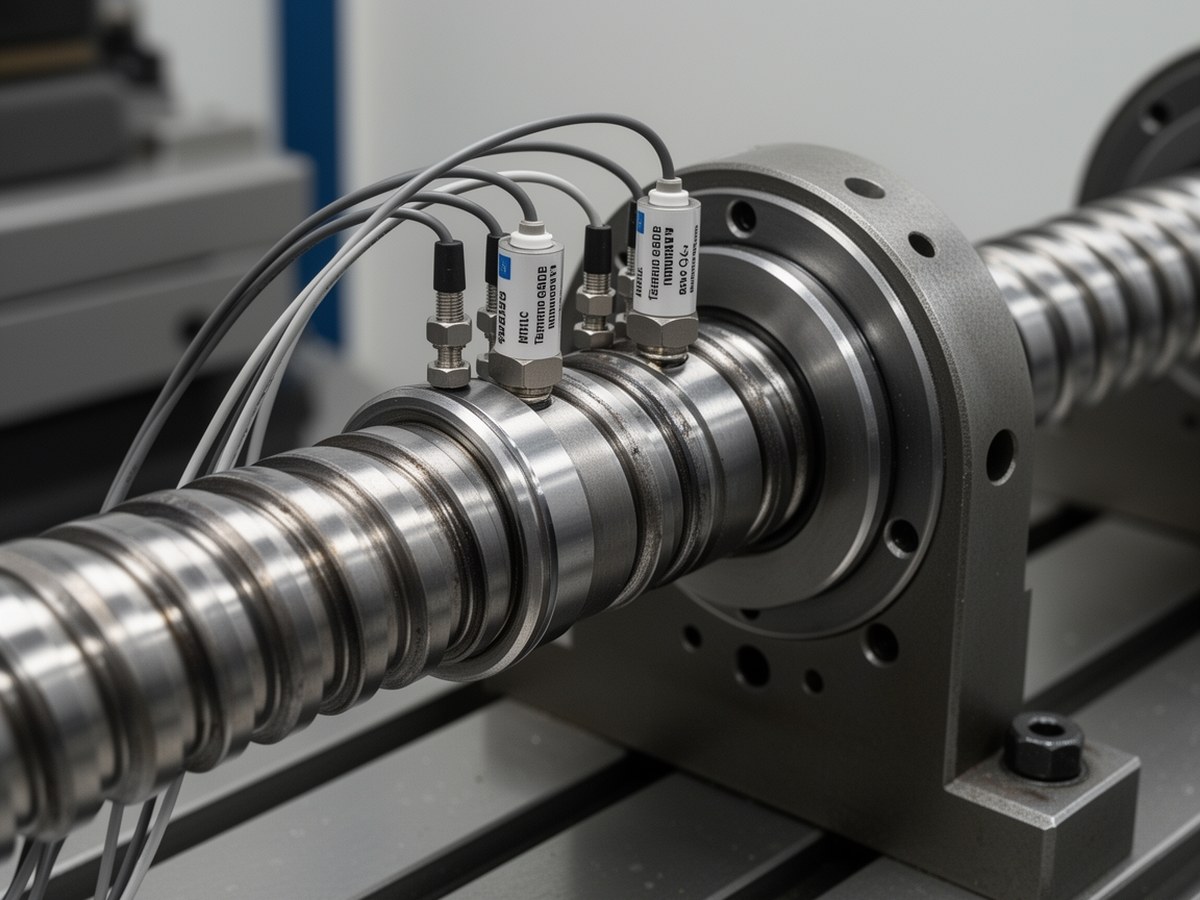
Мониторинг: датчики и качество сигнала
Практический минимум, 3–5 каналов: приводная опора, гайка, характерная зона винта, противоположная опора и температура среды. Обычно хватает 1–5 Гц с простой фильтрацией: медианный фильтр от выбросов и НЧ-фильтр первого порядка для сглаживания. Слишком редкий опрос ухудшает оценку динамики на разогреве.
Расположение температурных датчиков
Показывает минимальный набор точек для устойчивой калибровки.
Термокомпенсация ШВП в ЧПУ
- План эксперимента: 6–9 прогонов (3 скорости × 2–3 уровня нагрузки), с фазами нагрева и остывания.
- Калибровка h, τ, k_fix, k_kin и знака s по температуре и измеренной Δx.
- Внедрение: Xcmd=Xprog−Δx.
- Приемка: контроль остаточной ошибки и повторяемости на отдельном цикле.
- Обновление: после изменения смазки, преднатяга, опорных подшипников или охлаждения.
Кейс деградации: после смены смазки вырос момент трения, и старая модель начала недокомпенсировать первые 30–40 минут. Повторная калибровка τ и k_fix восстановила точность.
Проверяемый пример расчета
Дано: L0=1,2 м; α=12×10−6 1/K; F=4000 Н; v=0,42 м/с; μ=0,005; Mf=0,13 Н·м; ω=262 рад/с; hA=2,0 Вт/К; k_fix=0,65.
Q = 0,005·4000·0,42 + 0,13·262 = 42,5 Вт
ΔTmax = Q/(hA) = 42,5/2,0 = 21,3 K
ΔL = α·L0·ΔT = 12·10−6·1,2·21,3 = 307 мкм
Δx ≈ kfix·ΔL = 0,65·307 ≈ 200 мкм
Значение 307 мкм является стационарной оценкой для выбранного низкого hA. Для сравнения: при hA=5 Вт/К получаем ΔT≈8,5 K и ΔL≈122 мкм; при hA=8 Вт/К ΔT≈5,3 K и ΔL≈77 мкм. Пример показывает чувствительность к теплоотводу, а не типовую величину для всех машин.
Неопределенность и типовые ошибки
- Прямое приравнивание Δx и ΔL без k_kin, k_fix и знака s.
- Перенос коэффициентов за пределы режима, в котором шла калибровка.
- Игнорирование дрейфа датчиков и влияния фильтрации на динамику.
- Необновленная модель после изменений в узле (смазка, преднатяг ШВП и нагрев, опоры, охлаждение).